
山东兴茂源防辐射材料有限公司
广东铅板-山东兴茂源铅板
产品属性










铸轧开始前铅板厂将铸嘴在烘烤炉中干燥预热至150-170℃,打开前箱与导流槽中的加热装置,使其温度稳定在250℃左右。调整轧辊辊缝为3-5mm,铸嘴和轧辊间隙为0.10-0.15mm,铸轧机轧制力为60T。
将配好的金属进行干燥,投入熔化炉加热熔化以后,经过除渣、添加晶粒细化剂等工序(除渣精炼剂为氛化按、*),控制熔化炉内熔体温度为400士5℃,前箱温度为365-385℃。
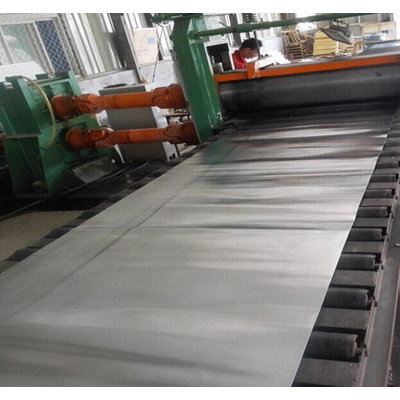
启动铸轧机,确认能够正常工作以后,按预先设定的速度转动倾翻式熔化炉将铅液倒入导流槽,使铅液进入前箱静置,当液面达到高度位置时,打开前箱闸门,铅液由铸嘴进入铸轧机,开始铸轧。铸轧过程如图所示。



铅板是蓝*金属,新的断面具有灿烂的金属光泽,低熔点、高密度、低刚度以及高阻尼本领具有重要的应用价值。低熔点使其成为易熔合金、软钎焊料、印刷合金以及*丝合金的重要组成元素;
高密度对防x射线及Y射线非常有效;高密度、低刚度以及高阻尼本领的结合使其成为消声及减震、防震的材料;
铅的低刚度以及面心立方结构特征,使其具有*高的柔度及延展性:加上其优异的自润滑性能,使铅成为轴承合金、垫料及垫片的优良材料。
液体铅的流动性好,渗透性强,因此在修建炉子时要注意防止漏铅。高温时铅的挥发量大,容易导致铅损失。铅蒸气*,故在生产过程中必须有完善的收尘设备,加强劳动保护,以保证原料中铅的回收和防止操作人员.



开坡口:用于车棚5个面上的铅板在拼焊前需要开坡口,单边坡口角度为30° - 45°,车底盘上铺的铅板和角接接头上用的铅板不用开坡口。
剪切焊丝:焊接中用到的焊丝是从铅板母材上剪下的,用于平焊缝上的可粗一些,宽度5一6mm;用于角焊缝上的窄一些,宽度4mm左右。焊丝在使用前要用粗砂纸把外表氧化层打磨掉,随用随打磨。
焊前清理:各种接头在焊接之前都要把接头处的油、铁锈等污物清理干净。还要用等工具把坡口两侧宽约30mm范围内的表面氧化物刮净,也要随焊随清理。每次清理长度1.5一2m,焊完一段清理一段,铅板,这样能防止清理后因长时间不焊而再度氧化。
选择好焊炬、焊嘴:焊这种焊缝采用小号焊炬较合适。焊接开坡口的平缝和立角缝、平角缝时用小一点的焊嘴,焊不开坡口的平焊缝时可用大一些的焊嘴,氧气压力0.3一0. 5MPa,压力0.01一0.06MPa.


广东铅板-山东兴茂源铅板由山东兴茂源防辐射材料有限公司提供。山东兴茂源防辐射材料有限公司(www.sdffsqf*)坚持“以人为本”的企业理念,拥有一支*的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。山东兴茂源——您可信赖的朋友,公司地址:聊城开发区凤凰工业园,联系人:王悦熙。同时本公司(www.sdxmyffs*)还是从事铅屏风,防辐射铅屏风,铅屏风厂家的厂家,欢迎来电咨询。
