
沃特杰特贸易(北京)有限公司
弯管机-欧洲弯管机-沃特杰特(推荐商家)
产品属性





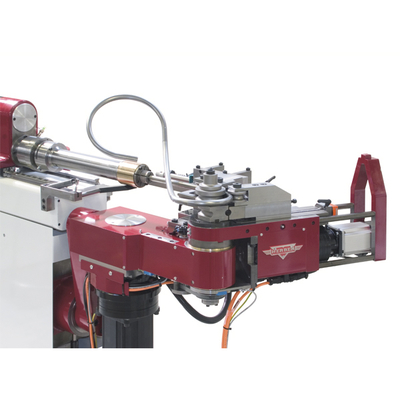
<*n style="font-size:18px;">液压弯管机怎么让圆弧减薄
助推和顶推速度根据弯管实际情况进行确定,使其和液压弯管机速度相匹配。同时,应检查芯棒安装的提前量是否适当,弯管机,不适当时要进行调整。基于管子圆弧外侧弯裂的情况,应仔细分析其原因,先应保证管材具有良好的热处理状态,有缝钢管的焊缝尽量不要处于F1和F2的受力方向,即不要正对夹紧模和弯曲轮模;排除管材的因素后再检查压紧模的压力是否太大,欧洲弯管机,并调整使其压力适当。
对于新使用的芯棒要检查其直径是否太大,直径太时要进行修磨,并保证芯棒与管内壁有良好的润滑,以减少弯管阻力及管子内壁与芯棒的摩擦力,同时采取适当措施,避免机床抖动等。对于圆弧内侧起皱,应根据起皱位置采取对应措施,若是前切点起皱,应向前调整芯棒位置,使芯棒提前量适当,以达到弯管时对管子的合理支撑;若是后切点起皱,应加装防皱块,并使防皱块安装位置正确,能和弯管机模地贴台,还要调整压紧模(轮)的压力使压力适当。
弯管机


<*n style="color:#E53333;font-size:18px;">想要了解更多,欢迎拨打图片上的电话吧!!!
<*n style="font-size:18px;">弯管切割机使用方法
型材切割机正确的使用方法:
(1)使用前必须认真检查设备的性能,确保各部件的完好性。
(2)电源闸刀开关、锯片的松紧度、锯片护罩或安全挡板进行详细检查,操作台必须稳固,夜间作业时应有足够的照明亮度。 使用之前,欧洲进口弯管机,先打开总开关,空载试转几圈,待确认安全无误后才允许启动。
(4)操作前必须查看电源是否与电动工具上的常规额定220VA电压相符,以免错接到380VA 的电源上,不得使用额定功率低于 4800 转/分的锯 片。
(5)必须稳握切割机手把均匀用力垂直下切,而且固定端要牢固可靠。
<*n style="text-indent:2em;">
<*n style="font-size:24px;background-color:#E53333;">想要了解更多,欢迎拨打图片上的电话吧!!!
<*n style="font-size:18px;">弯管切割机
数控相贯线切割机切割圆管时,瑞典进口弯管机,首先预热管侧部位,转动钢管的气割和快速气割。嘴头与管子外表接近垂直。切透后嘴头往上倾斜并与管子成接近切线角度。切割过程中,割炬应不时改变位置,以坚持这一切割角度。
切割一段后暂时停止,将管子稍加转动后,再继续切割。较小直径的管子可分23次割完,较大直径的管子可多分几次,但分段越少对切割越好。
把圆管置于回转胎具上按逆时针方向转动,大直径钢管或圆筒的快速气割。将数控相贯线切割机割炬设在偏离圆管顶面一定距离处。切割时,切割氧流相对切口前缘形成一个攻角,同时火热的熔渣沿管壁内、外表面把切口前缘预热至很高温度,大大加速了铁-氧燃烧反应,使切割速度大为****。
<*n style="font-size:18px;background-color:#E53333;">想要了解更多,欢迎拨打图片上的电话吧!!!
弯管机-欧洲弯管机-沃特杰特(推荐商家)由沃特杰特贸易(北京)有限公司提供。沃特杰特贸易(北京)有限公司(www.wj*cific.cn)是一家从事“切割机,水刀,弯管机,折弯机,卷板机,卷圆机,滚弯机,冷弯机”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“沃特杰特”品牌拥有良好口碑。我们坚持“服务至上,用户至上”的原则,使沃特杰特在行业*设备中赢得了众的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!同时本公司(www.herber-sweden*)还是从事卷板机,卷板机厂家,卷板机公司的厂家,欢迎来电咨询。
