
山东楚锋塑业有限公司
主营:PE给水管,PE燃气管,PE管,PE排水管
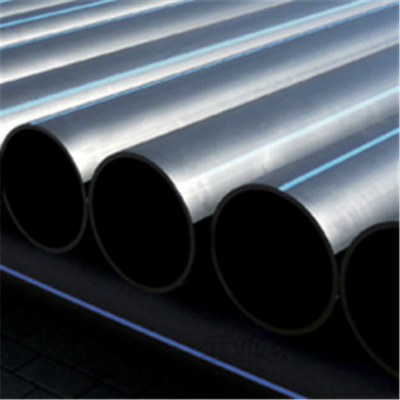
淄博口径450HDPE给水管_楚锋塑业(图)
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性





PE的基本加工方法PE加工主要在熔融状态下进行,如注塑、挤出、吹塑、压制等方法。需要注意的是:由于PE的憎水性,吸湿性很低,加工前原料可以不必干燥。加工时注意选择合适的熔融流动速率(MFR)。注塑和薄膜吹塑成型:PE熔体流动速率要高,分子量分布要窄,支链要少。挤出和中空吹塑成型:PE熔体流动速率要低,分子量分布要宽,以保证制品表面光滑。


塑胶pe管材性能及特点——维修方便,可以不停水、气维修和安装
*应力开裂性好:
PE管具有低的缺口敏*,高*剪切强度及优异的*痕能力,口径225HDPE给水管,耐环境应力性非常突出。
低温*冲击性好:
聚乙烯的低温脆化温度低,可在-20-40温度范围内安全使用。冬季施工时,因材料*冲击性好,不会发生管子脆裂。
*性好:
聚乙烯管与钢管的*性能实验表明,它的*性是钢管的4倍。


在普通建筑UPVC排水管道立管安装工程中,一直停留在预留预埋套管,吊准线安装管卡、现场下料配管安装等传统操作工艺上。存在与土建交叉作业多、孔洞封堵防水效果差、工序繁琐过多、效率低下等缺点。
为了****工作效率,优化操作工序。公司通过岳阳新电园、枫华府邸、科大佳园工程的实践与探索,从预留预埋、套筒防渗、降层积水排除、安装管道批量化制作、成套安装等方面做出了改进,并使用了3项专利:
1、根据设计图纸进行预留预埋,采用专门模具、激光*仪浇筑防渗套筒(实用型专利)
2、降层内排水积水节(实用型专利)
3、管道调节器。可代替传统立管伸缩节(实用型专利)


淄博口径450HDPE给水管_楚锋塑业(图)由山东楚锋塑业有限公司提供。山东楚锋塑业有限公司(www.cfpeguan*)是****从事“PE给水管,PE燃气管,PE管,PE排水管”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:刘总。同时本公司(www.cfbowenguan*)还是****从事临沂双壁波纹管厂家,临沂hdpe双壁波纹排水管,临沂pe双壁波纹管材的厂家,欢迎来电咨询。

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn