昆山轩之昊金属制品有限公司
苏州钣金-钣金加工生产厂家-昆山轩之昊(推荐商家)
产品属性
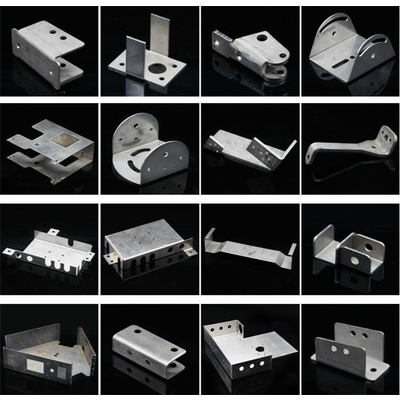
钣金加工范围有哪些?
而在进行钣金加工之前,工作人员还需要了解一下加工范围,一般在进行加工操作时,可以选用铜制品和镀锌板以及不锈钢等材料完成加工流程,所以这种加工方式的范围比较广,也可以满足不同行业的加工生产需求,在进行工艺加工期间,人们可以灵活选用材料,不用担心材料不符合加工要求而影响到生产任务的进展情况。
在进行钣金加工时还需要注意几个问题,首先工作人员在加工之前要先对材料进行检查,并将材料展开以备加工使用,材料的展开方式要正确,这样在加工时可以节省材料,也可以达到加工目的,在加工期间也要注意间隙的选择方式以及材料的包边效果等。
进行钣金加工期间,金属制作加工,工作人员应该对生产流程和加工方式有所了解,这样才可以更好的完成加工任务,并保证工件生产质量。

钣金加工应用
激光可实现燃气轮机的燃烧器部件打孔加工,打孔效果可实现三维方向,数量可达到上千个。可打孔的材料包括不锈钢、镍铬铁合金和哈斯特洛依(HASTELLOY)基合金。激光打孔技术不受材料的力学性能影响,实现自动化比较容易。
在激光打孔技术的发展下,激光切割机实现了自动化的操作,在钣金行业上面的应用改变了传统钣金技术的加工方法,实现了无人操作,大大****了生产效率,实现全程全自动的操作,钣金加工公司,带动了钣金经济的发展,在打孔效果方面提升了一个档次,加工效果赫然显著。

加工流程
1. 钳工:沉孔、攻丝、扩孔、钻孔沉孔角度一般120℃,用于拉铆钉,90℃用于沉头螺钉,攻丝英制底孔。
2. 翻边:又叫抽孔、翻孔,钣金加工生产厂家,就是在一个较小的基孔上抽成一个稍大的孔,苏州钣金,再攻丝,主要用板厚比较薄的钣金加工,增加其强度和螺纹圈数,避免滑牙,一般用于板厚比较薄,其孔周正常的浅翻边,厚度基本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得大的翻边高度,当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。

苏州钣金-钣金加工生产厂家-昆山轩之昊(推荐商家)由昆山轩之昊金属制品有限公司提供。苏州钣金-钣金加工生产厂家-昆山轩之昊(推荐商家)是昆山轩之昊金属制品有限公司(www.ksxzhjs*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:黄总。
