昆山轩之昊金属制品有限公司
主营:金属制品加工
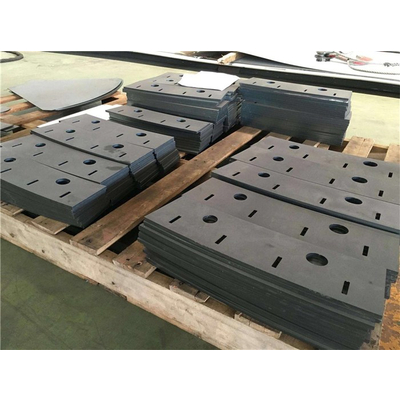
激光切割艺术品|昆山轩之昊2
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性
激光切割穿孔技术
任何一种热切割技术,除少数情况可以从板边缘开始外,一般都必须在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有两种穿孔的基本方法:
(1)穿孔:(Blastdrilling),材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。一般孔的大小与板厚有关,穿孔平均直径为板厚的一半,因此对较厚的板穿孔孔径较大,且不圆,不宜在要求较高的零件上使用(如石油筛缝管),激光切割艺术品,只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。

激光切割机的切开速度快慢
运用光纤激光切割机的时会有一部分人有这样的误解,光纤激光切割机的切开速度,有人都会认切开速度越快越好,认为速度快就可以进步工作效率。而且还可以创造出更大的经济效益,其实不然,光纤激光切割机的速度是用药操控在必定的范围内,那么如何才可以有效的去操控激光切割机的速度呢?
而光纤激光切割机切开速度太快会形成无法切开,火花乱喷;切开面呈现斜条纹路,而且下半部发生熔渍;整个断面较粗,但无熔渍发生等等影响切开板材的精度和质量。因而咱们大概操控后光纤激光切割机的切开速度,一共有三个主张。

激光切割艺术品|昆山轩之昊2由昆山轩之昊金属制品有限公司提供。激光切割艺术品|昆山轩之昊2是昆山轩之昊金属制品有限公司(www.ksxzhjs*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:黄总。

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn