
郑州华菱超硬材料有限公司
精镗气缸套CBN刀具、华菱超硬CBN刀具、唐山CBN刀具
产品属性
目前国外加工气缸套采用CBN刀具非常普遍,这是由于气缸套大多采用硼铸铁、硼铜合金铸铁等*合金铸铁材质,而这些*合金铸铁都有很高的硬质点,对刀具的磨损很大,硬质合金刀具加工气缸套时,切削速度低、刀具磨损快、工作效率难以****,使用CBN刀具可以大幅****工作效率、产品质量、降低加工成本,所以,国内越来越多的气缸套生产厂家采用CBN刀具切削加工气缸套这种新工艺、新技术。
凡购买华菱超硬CBN刀具产品,质量三包,全程提供技术跟踪指导服务,欢迎致电华菱超硬咨询。






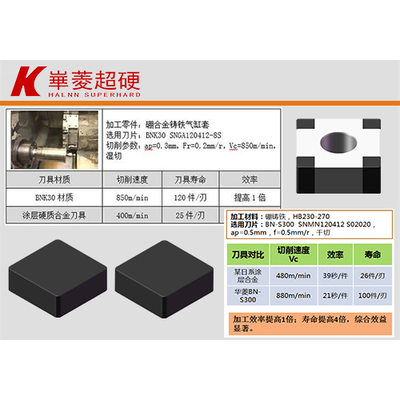
华菱超硬公司对CBN材料进行纳米改良技术,研发新型的结合剂配方,并根据刀具工程师多年积累的高温高压技术经验,精镗气缸套CBN刀具,生产出高*、高耐冲击、环保、*的整体CBN刀具BN-S300,克服了在气缸套加工中的难题,相比陶瓷材质刀具具有很大的优势。BN-S300立方氮化硼CBN含量高达97%,唐山CBN刀具,CBN含量等级较高,刀具样式为整体式粗车刀片,可承受吃刀深度在2mm以下,适用于连续切削工况,采用Al,切削气缸套CBN刀具,TiC结合剂,硬度在3400-3600HV。华菱超硬CBN刀具在气缸套加工中存在着加工*、使用寿命长的优势特点,使加工成本大幅度下降!
凡购买华菱超硬CBN刀具产品,质量三包,全程提供技术跟踪指导服务,欢迎致电华菱超硬咨询。

气缸套一般采用含磷或含硼的*合金铸铁材料,如球墨铸铁、高磷铸铁、硼铸铁、低硼铜铸铁、高硼铜铸铁、稀土钙铸铁、钛钒铸铁、磷钒铸铁以及奥式铸铁,加工气缸套CBN刀具,由于这些铸铁都有很高的硬质点,对刀具磨损较大。立方氮化硼刀具作为一种新型超硬材料刀具,为*铸铁等难加工材料提供了经济而****的切削手段,华菱超硬针对气缸套推荐2款材质,分别是BN-S300和BNK30材质,其中BN-S300材质属于整体CBN刀具,粗、精加工均可,可大余量切气缸套毛坯余量,****加工效率。而BNK30材质属于镶嵌式CBN刀具,只有刃口部位是CBN材质,所以一般用于精加工工序,保证气缸套的尺寸精度和表面光洁度要求。
凡购买华菱超硬CBN刀具产品,质量三包,全程提供技术跟踪指导服务,欢迎致电华菱超硬咨询。
