
河北圣雄管件有限公司
主营:弯管,管材,法兰,弯头,三通,大小头,管件,型材,板材
冷拉弯定做|冷拉弯|圣雄业务(在线咨询)
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性
冷拉弯加工出现了问题的处理办法
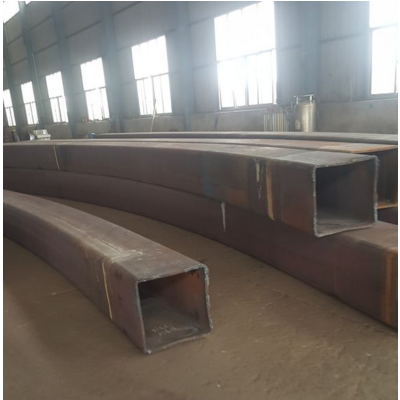
冷拉弯的应用广泛
一、冷拉弯当出现塌肩现象
1)生产时若发现拉弯模模槽过深,可在该处模槽底部垫适当厚度的垫片或返修模具。但模槽过浅,零件在该处根部会产生凸出。
2)适当控制拉伸量。
3)铝模在曲率半径突变处易产生磨损,可在该位置局部镶钢块,模槽深度应比零件腹板高缩小0.5~1mm。
二、当剖面收缩
拉弯零件拉伸量较大时,会产生剖面收缩,这会影响结构设计的配合、边距及强度。用带侧压的转台拉弯机成形时,通过侧压滚轮(或侧压块)的碾压作用,所见率会适当减小。而在张臂式拉弯机上拉弯时,必须调整毛料的剖面尺寸加以克服。
三、当剖面挠曲及畸变
展边型材、横向弯曲的槽形型材、Ⅰ形型材、中空异形型材及其他复杂剖面型材,在拉弯过程中会产生挠曲及剖面畸变。这种现象需用加蛇形垫块或充填低熔点合金,*钠等填充材料来克服。冷拉弯
蛇形块用锌合金、铝、聚*塑料、硬木等制造,用铰链、细钢丝绳或橡皮绳串接,拉弯时垫在型材剖面内。
使用低熔点合金或*钠做填充材料时,先将填充材料熔化,再浇灌到需成形的毛料内,冷却后拉弯成形。填料可以加温熔化后回收。

冷拉弯的应用广泛
冷拉弯就是把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。 拉弯成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。拉弯机是实现拉弯加工与型材拉弯加工的主要设备,拉弯机广泛应用于汽车、摩托车、化工、家具、航空航天和等行业,而且随着现代制造工业的发展,对拉弯加工。冷拉弯


内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn