
淄博创新金属制品有限公司
青岛电机铝合金压铸件_济宁铝合金压铸_*金属(查看)
产品属性
淄博*金属制品有限公司****生产铝合金压铸件 铝合金压铸件 以及相关的系列产品铝合金压铸件 详情咨询,18560279005。


压铸时内浇口的位置影响压铸件的结构设计、质量和压铸模具设计,通过查询资料可得到正确设置内浇口位置的提示。由于铸件结构的多样性,要选择内浇口的正确位置是很困难的,但也有一些基本要求,如普遍认为设置内浇口要使充型时的金属射流尽可能地以自由射流在型腔中流过较长距离,青岛日本汽车铝合金压铸件,也就是正确的内浇口位置、形状、尺寸(流向角)配合压铸参数可获得金属射流沿型壁不断有序扩展、转向,并连续不断地扩展至尽头。型腔的大部分(即主干型腔)由射流充填完成,只有一小部分型腔(即非主干型腔)由金属熔体支流补充完成或由金属熔体股流相碰撞完成充填,并通过排溢系统排除残余。
铝合金压铸专卖 有名气的铝合金压铸厂家 买铝合金压铸件 ****铝合金压铸产品
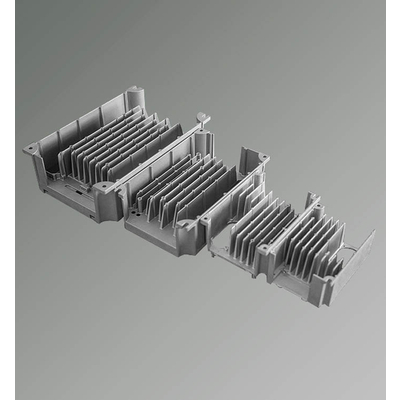
淄博*金属制品有限公司,****铝合金压铸件生产厂家。主要产品种类有:
变频器散热器,伺服电机散热器,新能源汽车配件,充电桩配件,连接器外壳,高铁动车配件,智能马桶配件,铝合金散热器,LED配件,电子配件,济宁铝合金压铸,光电光学配件,医疗机械配件,青岛电机铝合金压铸件,耳机配件,精密压铸模具设计研发!


保证好的的模具间隙
模具间隙是指冲头进入下模中,两侧的间隙之和。它与板厚、材质以及冲压工艺有关,选用合适的模具间隙,能够保证良好的冲孔质量,减少毛刺和塌陷,保持板料平整,有效****带料,延长模具寿命。
通过检查冲压废料的情况,可以判定模具间隙是否合适。如果间隙过大,废料会出现粗糙起伏的断裂面和较小的光亮面。间隙越大,断裂面与光亮面形成的角度就越大,冲孔时会形成卷边和断裂,甚至出现一个薄缘突起。反之,如果间隙过小,废料会出现小角度断裂面和较大的光亮面。
当进行开槽、步冲、剪切等局部冲压时,侧向力将使冲头偏转而造成单边间隙过小,有时刃边偏移过大会刮伤下模,青岛铝合金压铸件,造成上下模的快速磨损。
模具以对的间隙冲压时,废料的断裂面和光亮面具有相同的角度,并相互重合,这样可使冲裁力小,冲孔的毛刺也很小。
推荐铝合金压铸工艺 铝合金压铸件新款 具有口碑的铝合金压铸件 口碑好的铝合金压铸产品
青岛电机铝合金压铸件_济宁铝合金压铸_*金属(查看)由淄博*金属制品有限公司提供。“铝合金压铸,印染机械配件及磨料磨具加工”就选淄博*金属制品有限公司(www.zbcxjs*),公司位于:桓台新区果里镇府路,多年来,*金属坚持为客户提供****的服务,联系人:孙经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。*金属期待成为您的长期合作伙伴!
