
上海拜迪机械刀片有限公司
宿迁刀片_全开刀片_上海拜迪刀片(****商家)
产品属性
上海拜迪机械刀片有限公司****生产钨钢、硬质合金刀片、切纸刀片、对开刀片、全张刀片、骑马联动刀片、三面切书刀片、木工刀片、食品药材刀片等各类机械刀具。
切纸机刀片在使用过程中的注意事项:
装切刀
首先确认主电机启动按钮处于停止状态,并确认主电机皮带轮处于静止状态,将刃磨好的刀片装在换刀器上,再将换刀器同刀片一起推到压纸器前刀床装刀片处,将裁切换刀选择开关(图三.5)置于右端换刀位置“”,按前所说方法转动挂刀装置,将刀片上升到z高位置,装上刀片连接螺钉并拧紧,然后拧松换刀器上的2个手柄,宿迁刀片,拆下换刀器后,装上其余刀片连接螺钉并拧紧;

上海拜迪机械刀片有限公司****生产钨钢、硬质合金刀片、切纸刀片、对开刀片、全张刀片、骑马联动刀片、三面切书刀片、木工刀片、食品药材刀片等各类机械刀具。
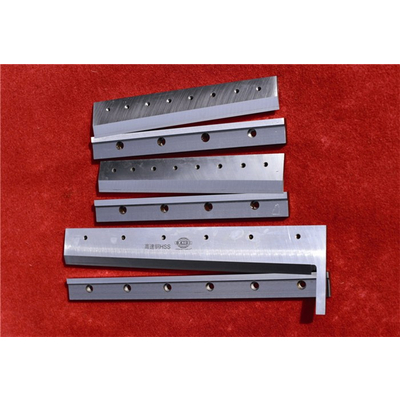
(1)切纸机刀片的制刀材料
单片切纸机刀片是刀刃和刀体高温镶焊而成,对开刀片,刀刃材质为高速钢,印刷刀片,1刀体材质为低碳钢。切纸机刀片的刀刃的硬度决定着*度,*的切纸机刀片,热处理后硬度HRC58~60。
(2) 切纸机刀片研磨的角度
单面切纸机刀片是单刃的刀片,刀片研磨刃角度在∠19°~23°。此形状的研磨刃口使刀片的斜角面在裁切使用中承受了纸张边角的压力,刀片的刀刃很快被磨损。
双面刃的刀片*性好,全开刀片,研磨刃口能够降低切纸机负载,并****纸张裁切的准确度。在切纸机刀片材质优良的情况下,考虑到裁切纸张*切力大小,研磨刃口的尽量角度应小于∠19°~23°。

上海拜迪机械刀片有限公司****生产钨钢、硬质合金刀片、切纸刀片、对开刀片、全张刀片、骑马联动刀片、三面切书刀片、木工刀片、食品药材刀片等各类机械刀具。
刀片的热处理方法:
※正常化处理
正常化热处理有两个重要的功用,一是使工件结晶粒微细化而****材料机械性质;另一个目的是调节轧延或铸造*中碳化物的大小或分布状态,以利后续热处理时碳化物容易固溶于材质,以便提升材料切削性,并使材质均匀化。正常化热处理的热处理程序,系将工件加热至A3(亚共析钢)或Acm(过共析钢)点温度以上30℃至60℃的高温(此即为正常化温度)保持一段时间,材质成为均匀沃斯田体后,静置于空气中使之冷却。正常化时间的估算,可以每25mm厚度持温30分钟来估算需持温时间。正常化热处理又可分为二段正常化、恒温正常化及二次正常化等多种改良式正常化热处理。
宿迁刀片_全开刀片_上海拜迪刀片(****商家)由上海拜迪机械刀片有限公司提供。宿迁刀片_全开刀片_上海拜迪刀片(****商家)是上海拜迪机械刀片有限公司(www.shbdjx*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:辅经理。