
宏富信精密科技(北京)有限公司
磨床动平衡仪销售_磨床动平衡仪_ 北京宏富信精密(查看)
产品属性

功能与技术指标
1.具有单面、双面平衡能力,可适合不同种类转子的现场平衡
2.向导式动平衡功能:软件根据测量数据快速解算出配重质量及其角度,提供了完善的向导式动平衡功能,操作者只要按向导进行就可以轻松完成动平衡校正。
3.可以从已保存的未完成动平衡过程继续进行动平衡
4.利用现场原有安装条件,开停机2~3次;

5.矢量分解:对解算出的平衡质量进行合理的矢量分解,以满足现场安装的客观要求。
6. 平衡方法:试重法和影响系数法;
7.试重估算:根据输入的转子资料自动估算出合理的动平衡试重质量,并可给出动平衡效果的结论。
8.平衡报表生成及输出;
9.转速测量范围:60~20000r/min
10.一次平衡可使不平衡量减少80%以上
11.振动烈度精度5%
12. 平衡等级,可以达到G0.4






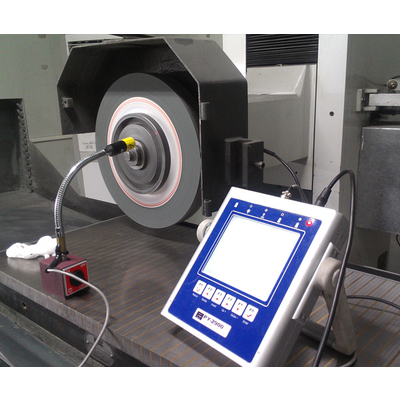
磨床动平衡仪
宏富信精密科技(北京)有限公司致力于台湾在机械振动、噪声、动平衡、精密磨削、故障分析诊断方面等应用技术的研究与推广。台湾开发现场动平衡仪问世近20年,磨床动平衡仪,以优异的品质,稳定的性能、获众多国际大厂认可。在精密磨床动平衡、机床动平衡、主轴动平衡、电机动平衡、叶轮动平衡等方面为客户提供****的解决方案!

注意:避免平衡头与磨床或工件相接触(特别是砂轮通过磨削修整后直径变小时)。特殊连接结构的联接螺旋座上防松螺钉孔都予以相应的特殊配制,以****主轴高速旋转时或磨床主轴制动瞬间产生松动现象。它由联接螺旋座螺母相匹配的M6承窝螺钉及联接螺旋座法兰外径上的M5承窝螺钉组成。
要谨记,配有防松螺钉的部位在安装联接螺旋座螺母与联接螺旋座法兰相连接时就要拧紧,在卸下这两部份之前要将防松螺钉完全松开。砂轮罩壳的中心孔口应予以更改使其不碰平衡头,并可让平衡头联接线自由通过。应将平衡头联接线固定以****主轴旋转时发生缠绕,同时需保证其在更换砂轮时拆卸的方便。联接线的理想固定方式是将平衡头插座联接口朝向下方,这样更换砂轮时可减少污染。更换大砂轮时,磨床动平衡仪公司,请拆下平衡头。大多数匹配大砂轮的联接螺旋座都是两片结构,拆卸很容易。

想要了解更多,赶快拨打图片上的电话吧!!!
动平衡原理
动平衡原理:
HFS平衡系统使用质量补偿原理处理磨床砂轮的不平衡。 砂轮的不平衡量可以表示为乘积:砂轮的质量乘以从砂轮质量*至旋转中心的距离,但是这一数值很难实际测量。所以,实际测量砂轮不平衡量是先用一重块附加于砂轮。当重块移至某位置,砂轮整体达到平衡。于是不平衡量相当于另一个乘积:附加重块的质量乘以从附加重块质量*至砂轮旋转中心的距离,以上两种情况都用质量乘以距离(克·厘米)表示不平衡量。
※2电脑只有在维护的时候才使用,通常作业不需要。 图1是HFS平衡系统的工作简图。平衡系统包括平衡头、平衡头联线、振动传感器及微处理控制机。由振动传感器测得的不平衡信号可表示为主轴的位移量或震动量。为了矫正磨床工作的动态不平衡,微处理机将输入的信号按主轴转速RPM滤波,指挥高扭矩的微电机通过精密齿轮,移动平衡头内两片可动重块,以减弱输入的震动信号(不平衡量)。当平衡块移至合适位置,砂轮振动降为平衡系统规范内的较低量,动平衡状态就达到了。 图表示初装HFS平衡系统时,磨床动平衡仪厂家,砂轮处于不平衡。砂轮旋转不平衡量示为位于轮沿的白点;平衡头内重块示为两黑点。当平衡重块移至合适位置,达到如图 的三角关系,不平衡量则得以抵消。 由于平衡头是用螺旋联接法兰装在磨床主轴端面并随其一同高速旋转,因而这种“在线动平衡”****接近实际加工态,磨削效果较佳。


磨床动平衡仪销售_磨床动平衡仪_ 北京宏富信精密(查看)由宏富信精密科技(北京)有限公司提供。磨床动平衡仪销售_磨床动平衡仪_ 北京宏富信精密(查看)是宏富信精密科技(北京)有限公司(www.honfusen.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:苏水静。
