
东莞市克鲁森润滑油有限公司
全合成切削油、东莞市克鲁森润滑油有限公司(在线咨询)、切削油
产品属性
来源/切削油 编辑众所周知,切削液是金属切削加工的重要配套材料。人类使用切削液的历史可以追溯到远古时代。人们在磨制石器、铜器和铁器时,就知道浇水可以****1效率和质量。在古罗马时代,车削活塞泵的铸件时就使用橄榄油,全合成切削油,16世纪使用牛脂和水溶剂来抛光金属盔甲。从1775年英国的约翰·威尔金森(J.wilkinson)为了加工瓦特蒸汽机的汽缸而研制成功镗床开始,伴随出现了水和油在金属切削加工中的应用。到1860年经历了漫长发展后,车、铣、刨、磨、齿轮加工和螺纹加工等各种机床相继出现,也标志着切削液开始较大规模的应用。
19世纪80年代,美国科学家就已首****行了切削液的评价工作。 F·W·Taylor发现并阐明了使用泵供给碳酸钠水溶液可使切削速度****对30%~ 40%的现象和机理。针对当时使用的刀具材料是碳素工具钢,切削液的主要作用是冷却,普通切削油出售,故提出“冷却剂”一词。从那时起,人们把切削液称为冷却润滑液。
切削液按油品化学组成分为非水溶性(油基)液和水溶性(水基)液两大类。
水基的切削液可分为乳化液、半合成切削液和合成切削液。
乳化液的成分:矿物油50-80%,脂肪酸0-30%,高浓度切削油销售,乳化剂15-25%,防锈剂0-5%,切削油,防腐剂lt;2%,消泡剂lt;1%
半合成:矿物油0-30%,脂肪酸5-30%,****压剂0-20%,表面活性剂0-5%,防锈剂0-10%

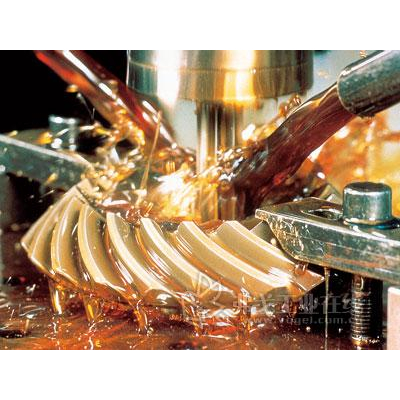
本品是一种高0效能的金属加工用油,它是由精制矿物油及活性添加剂、油性剂、防锈剂和专
用传热添加剂等经科学配方调和而成,具有良好的润滑、冷却、清洗性能,摩擦系数低用作
精密切削加工。用于一般切削,与常用切削油相比,加工工件表面粗糙度降低0.5倍,切削
效果****50-100%。可显著****切削效率和延长0刀具使用寿命。




全合成切削油、东莞市克鲁森润滑油有限公司(在线咨询)、切削油由东莞市克鲁森润滑油有限公司提供。东莞市克鲁森润滑油有限公司(dgklusen*)坚持“以人为本”的企业理念,拥有一支****的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。东莞市克鲁森润滑油有限公司——您可信赖的朋友,公司地址:东莞市大岭山教育路359号宏业科技园G栋,联系人:钟开秀。
