
巩义市电子仪器厂
分子扩散焊设备-电子仪器厂家*-分子扩散焊设备价格
产品属性
<*n style="font-size:16px;">近几年兴起的放电等离子烧结技术( SparkPla*a Sintering ,分子扩散焊设备,简称SPS) ,具有低温、快速、*均匀的特点,已引起国外(尤其是日本) 材料科学与工程界的****大兴趣。SPS 系统除成功地应用于梯度功能材料(FGM) 、金属基复合材料(MMC) 、纤维增强复合材料( FRC) 、多孔材料、高致密度、细晶粒****新材料的制备和硬质合金的烧结外,在多层金属粉末的同步焊接、金属粉末的焊接以及固体- 粉末- 固体的焊接等方面也已有广泛的应用。日本的深谷保博等人采用SPS 技术扩散焊接Al2O3 陶瓷和SUS304 不锈钢, 有限元方法(FEM) 弹塑性分析表明:脉冲大电流加热连接****于缓和Al2O3 中的残余应力 。
<*n style="font-size:16px;">异种材料的扩散焊接是一门综合性技术,涉及范围广,学科交叉性强。尽管人们在这方面进行了大量的工作,也取得了显著的成果,但在界面反应的研究、残余应力分析、接头性能评定及连接工艺等方面还有待深入研究。
<*n style="font-size:16px;">







<*n style="font-size:16px;">近几年来,随着Ti合金、Al合金、Ni基高温合金、不锈钢、金属间化合物、金属基复合材料和陶瓷等材料的超塑性相继发现,以及超塑成形/ 扩散连接(SPF/ DB)组合工艺的发展及推广应用,大大拓宽了扩散焊接应用范围。现在扩散焊接已成为Ti合金、Al合金、Ni基高温合金等超塑性材料获得近无余量构件****有前途的连接方法,在减轻航空航天构件质量和降低制造成本方面显示了巨大潜力,被认为是21世纪航空航天大型复杂结构件效率比制造技术的重要组成,目前国内外正在进行更深入的研究。
<*n style="font-size:16px;">异种金属的扩散焊接
<*n style="font-size:16px;">焊接异种金属的方法很多,主要有熔焊、固相压力焊、熔焊- 钎焊及液相过渡焊等,这些方法均有各自的优势和局限性。而扩散焊在焊接异种金属方面,与其它方法相比,具有许多优点。除整体变形小以外,还表现在:
<*n style="font-size:16px;">(1) 焊接接头的质量好,接头的显微*和性能与基体金属接近或相同,焊缝中没有熔化缺陷,也不存在具有过热*的热影响区;
<*n style="font-size:16px;">(2) 可焊接其它方法难以焊接的材料,不论是塑性差或熔点高的同种材料,分子扩散焊设备价格,还是相互不溶解或熔焊时会产生金属间化合物的异种金属材料,都能得到较牢固的焊接接头;
<*n style="font-size:16px;">(3) 扩散焊接的主要工艺参数(温度、压力、时间) 容易控制,操作过程简单;
<*n style="font-size:16px;">(4) 焊接接头成分是2种基体金属的中间过渡成分,其密度介于基体金属之间,高分子扩散焊设备,因而不会造成接头处密度值的突降。
<*n style="font-size:16px;">
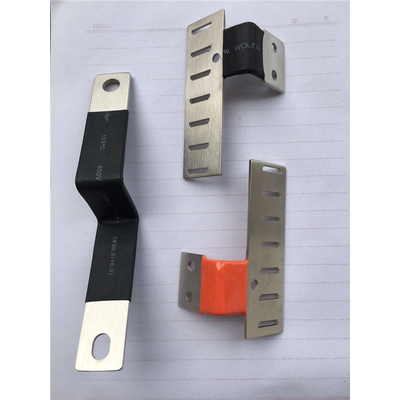
<*n style="font-size:16px;">利用高分子扩散焊机就可以进行大面积的厚铜和软带连接,还有铜和一些编织线进行软连接,分子扩散焊设备报价,铜箔之间的软连接,高分子扩散焊机非常的容易进行生产无损的镀锡还有银铜之间的软连接。而且具有非常多的优点,比如没有腐蚀,使用寿命长,电阻很小,温度也不会升的很高,对于电流的节流能力也很强,因为内部结构好,所以机器的性能也非常高,安全性和稳定性都非常好。
<*n style="font-size:16px;">经过此款机器进行扩散焊接的工件表面没有虚焊产生,表面没有气泡,没有凹凸不平,也没有焊点过高的瑕疵出现。用铜进行外面的套热管进行连接,这样就会充分保证了软连接的质量,并且延长了其使用寿命,安全性能大大****。
<*n style="font-size:16px;">
分子扩散焊设备-电子仪器厂家*-分子扩散焊设备价格由巩义市电子仪器厂提供。分子扩散焊设备-电子仪器厂家*-分子扩散焊设备价格是巩义市电子仪器厂(www.dzyqc*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:李经理。同时本公司(www.kshlj*)还是从事软连接加工设备,铜软连接加工设备,动力电池软连连接的厂家,欢迎来电咨询。
