
山东天力重工集团有限公司
主营:行车,龙门吊,桥式起重机,门式起重机,单梁起重机,双梁起重机
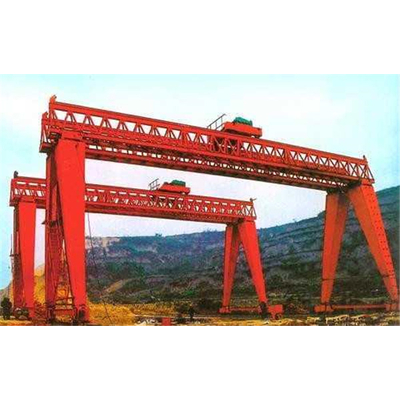
徐州门式起重机|天力重工品种齐全|L型吊钩门式起重机
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性
对于门式起重机这样的大型起重设备,焊接的成功与否主要由正确的规范引导所决定的。我们要评判这台门式起重机焊接的如何,有很多方面要看:
影响焊接接头*拉强度和弯曲性能的焊接工艺因素,包括焊接方法、母材类别、焊条牌号、保护气体种类等等。如果这其中的任何一个因素出现的变化,MG型双梁门式起重机,那么整个门式起重机就要重新进行焊接工艺评定。

不能小看一些次要因素,不要为一些次要因素变化不用重新评定,就表示次要因素不重要,如果遇到起重机上的同一条焊缝是由两种或两种以上焊接方法操作的,那就要有针对性的对每种焊接方法或焊接工艺分别进行评定。当然,进行组合评定也是可以的。
所以说,对于门式起重机的焊接标准,一定要有正确的规范引导,L型吊钩门式起重机,才能少走弯路,并使得门式起重机的功能能发挥大****da。切勿因为这个原因,徐州门式起重机,影响了设备的使用。
门式起重机和装卸桥的大车如采用电缆供电,则电缆在地面的固*****hao以大车行程的终点为原点,当起重机从中点向两端运行时为放缆(或用弹簧)。
门式起重机电缆在地面上的固定,应有能是电缆左右倒向的固定弯夹,具体尺寸可由使用单位根据所选用的电缆规格进行设计。轴销的直径可取40~50mm.可利用尺寸与电缆相适应的无接缝钢管或水煤气管制造弯夹。

混凝土基座的位置与安装在起重机下端梁或支腿上的导向滑轮的位置相适应。电缆与弯夹之间,要垫上衬垫物,以防损坏电缆。电缆应在弯夹中夹紧,****拉开电缆接头。电缆接线头与弯夹之间要保持一定的距离,使电缆处于松弛状态。
徐州门式起重机|天力重工品种齐全|L型吊钩门式起重机由山东天力重工集团有限公司提供。徐州门式起重机|天力重工品种齐全|L型吊钩门式起重机是山东天力重工集团有限公司(www.tatlzg*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:徐经理。

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn