
扬州市盛业机械制造有限公司
焊管机组、扬州盛业机械、吉林焊管机组厂商
产品属性


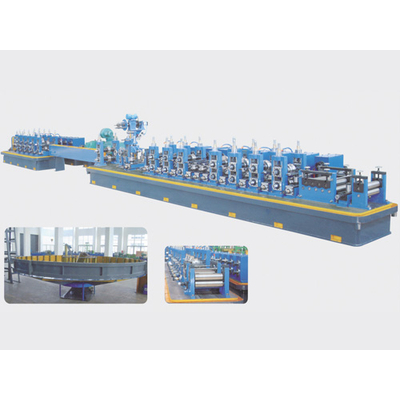
高频焊管
4 开口角
开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。?
减小开口角时,边缘之间的距离也减小,从而使邻近效应加强,焊管机组,在其它条件相同的情况下便可*边缘的加热温度,焊管机组,从而****焊接速度。开口角如果过小时,将使会合点到挤压辊中心线的距离加长,从而导致边缘并非在****0高温度下受到挤压,这样便使焊接质量降低,功率消耗增加。
实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化。在导向辊不能纵向调整的情况下,可用导向环厚度或压下封闭孔型来调整开口角的大小。
高频焊管生产工艺流程
钢管生产过程中重要环节
3)钢带几何尺寸对钢管质量的影响当钢带的宽度小于允许偏差时 ,焊接钢管时的挤压力减小 ,使得钢管焊缝处焊接不牢固 ,出现裂缝或是开口管 ;当钢带的宽度大于允许偏差时 ,焊接钢管时的挤压力增加 ,在钢管焊缝处出现尖嘴、搭焊或毛刺等焊接缺陷。所以 ,钢带宽度的波动 ,不但影响了钢管外径的精度 ,而且严重影响了钢管的表面质量。对要求同一断面壁厚差不超过规定值的钢管 ,即要求壁厚均匀程度高的钢管 ,钢带厚度的波动 ,会将同一卷钢带厚度差超出的允许值转移到成品钢管的壁厚差 ,使大批钢管厚度超出允许偏差而判废。厚度的波动不仅影响成品钢管的厚度精度 ,同时 ,由于钢带的厚薄不一 ,使钢管在焊接时 ,吉林焊管机组厂商,挤压力和焊接温度不稳定 ,造成了钢管焊接时焊缝质量不稳定。此外 ,由于钢材内部存在着夹层、杂质、沙0眼等材料缺陷 ,也是影响钢管质量的一个重要因素。因此 ,在钢带焊接前 ,要检查每卷钢带的表面质量和几何尺寸 ,对钢带质量不符合标准要求的 ,不要进行生产 ,以免造成不必要的损失。
焊管机组、扬州盛业机械、吉林焊管机组厂商由扬州市盛业机械制造有限公司提供。焊管机组、扬州盛业机械、吉林焊管机组厂商是扬州市盛业机械制造有限公司(www.syjxyz*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王庆才。
