
沧州通汇管道有限公司
主营:声测管 注浆管 钢花管
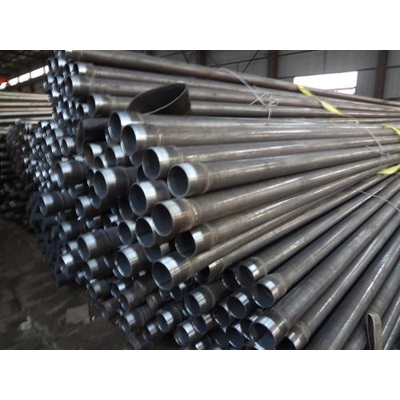



洛阳注浆管 洛阳注浆管厂家
¥3元/米
中国 河北 沧州 运河区
来电请说明在第一枪看到,谢谢!
产品属性
- 57:
- 2.5
- 品牌/厂家:
- 其他
- 材质:
- 碳素管
- 焊缝形式:
- 直缝焊管
- 涂层:
- 黑管/不镀涂
- 牌号:
- Q235
强化生产管控,加强工序协调,合理排布轧制计划,明确各条产线生产任务,制订并落实各项保证措施,合理摆放坯料,尽量降低换辊次数和频繁更换规格的影响。在轧制过程中,每日根据坯料情况制订生产轧制计划,全流程掌控各线工艺及设备运行状态,并进行相应调整,以确保日计划执行率。专人负责加强与国贸公司及相关部门的联系和沟通,协调后续打捆、取样、包装、发货等环节,进一步提高了工作效率。
*管理机制。该厂以“四定”工作为契机,深入进行机构优化,结合目前各产线生产*特点,由管理作业区模式改成按照产线工艺分工*管理,即长材各产线均调整成从原料至加热炉、轧机、精整、成品的按工艺纵向管理模式。每条产线增设一名工程师,负责产线的轧制工艺技术、上下道工 序协调,以及技术指导等方面工作,确保了各个生产环节的顺畅,提高了生产效率。
序协调,以及技术指导等方面工作,确保了各个生产环节的顺畅,提高了生产效率。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn