
深圳思诚资源科技有限公司
MST刀柄,思诚资源,刀柄
产品属性
SYNCHRO(同步)
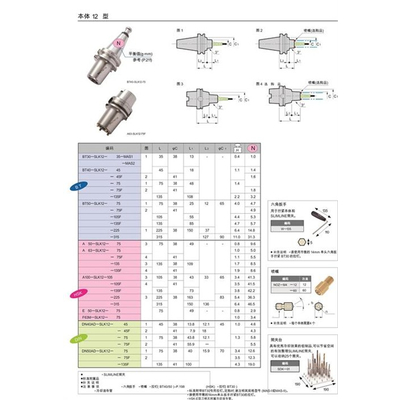
微伸缩攻丝刀柄 HA-M-OHC SA系列
针对同步加工中心的基本产品
丝锥、丝锥夹套可一次装,热缩刀柄,卸、操作性超群
主轴加工中心提供内冷却·标准*型配置
非常适用于工业机械、重机、建机、汽车零部件相关
◆丝锥交换时****为方便
◆主轴加工中心提供内冷却 标准配置
〈*也可:加长型夹套请指1定使用*型!)
◆产品阵容:攻丝范围从M3~M5


全新升级,微伸缩攻丝刀柄系列!
不同于以往5mm以上的伸缩刀柄,刀柄,此系列为带有0.5mm微伸缩的同步攻丝*刀柄。
使用了特殊弹性材料的结构,通过微伸缩来吸收丝锥及工件所承受的负荷(轴向力)。









刀柄的标准:
德*准 DIN 2080,DIN 69871
DIN2080 型(简称NT或ST): 不带V形槽(抓手槽),主要用于手动式换刀机床,是在传统型机床上通过拉杆将刀柄拉入后夹紧。
DIN69871型(简称SK、JT、1DIN、DAT或DV): 其特点是具有V型槽,便于机械手从刀具链或刀具库取出刀具,*刀柄,并将其装入主轴中。机床中主轴的夹钳是从外向内夹在刀柄的拉钉上。当机床转速较高时,离心力使夹钳向外松动,使夹钳的夹固力降低,而容易导致刀柄松 动 或脱落,故常用于转速较低,但力矩较大的加工。可分以下4种:
- DIN 69871 A型: 不带中心冷却通水孔
- DIN 69871 AD型: 带中心冷却通水孔
- DIN 69871 B型: 带侧边法兰冷却通水孔
- DIN 69871 AD/B型: 带芯部及侧边法兰冷却通水孔
但侧边孔为螺纹孔。当采用芯部内冷时,可将侧边用螺栓堵住。
日本标准 JIS B 6339(MAS 403 BT)(简称 BT)
BT型是日本标准,尺寸与DIN69871、IS07388/1及ANSI完全不同,不能换用。BT型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
美*准 ANSI B5.50型(简称 CAT)
安装尺寸与DIN69871、ISO7388/1类似,但由于少一个楔口,所以ANSI B5.50型刀柄不能安装在DIN69871和IS0 7388/1机床上,但 DIN 69871和ISO 7388/1刀柄可以安装在ANSI B5.50型机床上。
以上4类标准中除DIN2080是在传统型机床上通过拉杆将刀柄拉紧外,其它三种刀柄均是在加工中心上通过刀柄顶部的拉钉将刀柄拉紧。目前国内使用****多的是BT型和DIN 69871型(即SK)两种刀柄。


*震刀柄-中心通冷 FMH*型 在深腔加工中效率更高
★ 切削效率 2倍(与传统比较)
实现长期稳定的加工
★ ****装夹的稳定性 Achieves higher efficiency during lon*auge length machining.
★ Double removal rate
Achieves stable machining during
long, continuous operation.
★Imroved insertion capability 加厚型本体 热 缩锁紧
Thick body shrinks strongly
around the carbide core.
****1理1想的垂直加工
Ideal for vertical wall cutting with
under-cu*sign

● 加工内容 切 削加工 ● 加工材料 S50C(生料)
● 切削速度 m/min (S 1,112 min -1
● 进给速度 1112 mm/min
● Cutting
application Shouldering
● Material S50C (Raw material)
● Cutting speed 220 m/min ( S1,112 min -1)
● Feed rate 1,112 mm/min



数控刀柄的选择是在数控编程的人机交互状态下进行的。应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其它相关因素正确选用数控刀柄及刀柄。数控刀柄选择总的原则是:安装调整方便,刚性好,*度和精度高。在满足加工要求的前提下,尽量选择较短的刀柄,以****数控刀柄加工的刚性。
选取数控刀柄时,要使数控刀柄的尺寸与被加工工件的表面尺寸相适应。生产中,MST刀柄,平面零件周边轮廓的加工,常采用立铣刀;铣削平面时,应选硬质合金刀片铣刀;加工凸台、凹槽时,选高速钢立铣刀;加工毛坯表面或粗加工孔时,可选取镶硬质合金刀片的玉米铣刀;对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、锥形铣刀和盘形铣刀。
MST刀柄,思诚资源,刀柄由深圳思诚资源科技有限公司提供。深圳思诚资源科技有限公司(www.sczy*)****的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!
