
苏州金韦尔机械有限公司
流延膜生产线、金韦尔机械、多层共挤流延膜生产线
产品属性
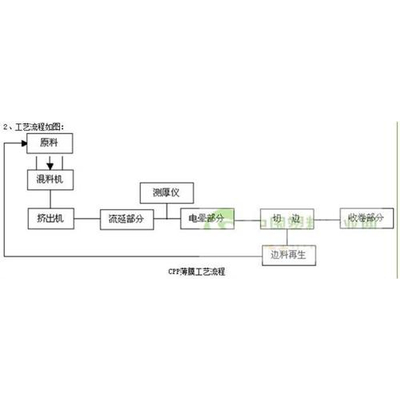
1、CPP流延机生产工艺流程
高阻隔性多层共挤流延摸是以高阻隔材料为主要材料,配合其它复合材料和粘接树脂经一次挤出成型的,其生产工艺流程如下:
高阻隔材料熔融挤出
粘结材料熔融挤出→熔体分层分流→流延铸片→电晕处理→测厚→收卷
复合材料熔融挤出
2、原材料的选择和质量控制
生产高阻隔多层共挤流延膜的原材料可分为3大类,即高阻隔材料、复合材料和粘结材料。
(1)高阻隔材料。高阻隔材料的性能直接影响共挤流延膜的高阻隔性。目前,常用的高阻隔材料包括PA、EVOH和PVDC三种,由于这些材料均是****性材料,吸湿力很强,而材料中的水分对生产影响很大,水分本身在加热过程中可产生降解作用,而含水分过高在熔融挤出时会产生气泡,使高阻隔材料形成断层,严重影响产品的质量,故对高阻隔材料的水分含量要求很高,一般不能超过0.06%。因此,为****原材料的吸湿,要求采用防潮的纸铝复合包装,并在运输过程中要确保包装的完好:有条件的厂家可安装干燥器,对购入的原材料实施干燥后再使用。


CPP流延膜生产线
CPP的生产有单层流延和多层共挤流延两种方式。单层薄膜主要要求材料低温热封性能和柔韧性好。多层共挤流延膜一般可分为热封层、支撑层、电晕层三层,在材料的选择上较单层膜宽,可单独选择满足各个层面要求的物料,赋予薄膜以不同的功能和用途。其中热封层要进行热封合加工,要求材料的熔点较低,热熔性要好,热封温度要宽,封口要容易;支撑层对薄膜起到支撑作用,增加薄膜的挺性;电晕层要进行印刷或金属化处理,要求有适度的表面张力,对助剂的添加应有严格的限制。

苏州金韦尔机械有限公司经过近多年的不懈努力,我们自行研制的多层共挤流延薄膜机年产量可达2500吨,机械速度可达180m/min,挤出量可达800kg/h,制品的厚度误差小于3%。自从首批产品投放市场后,吸收了众多客户,前来咨询的客户络绎不绝。经江苏、安徽、浙江、山东、河北、广西等多家企业使用后反映普遍良好,其中有一家用户前后购进了三套机组。
流涎膜生产线从铸片至收卷,薄膜要经过多道工序处理,线上薄膜总长度达三十多米,保证整条线上薄膜的张力均匀性,对****制品的内在质量和外观至关重要,仅靠以往的速度控制和操作人员的经验调节已不能满足机组高速生产的要求,为此我们在多次试验的基础上,应用了速度控制加张力闭环调节的控制方式,对线上薄膜进行速度自动跟踪,三段微张力自动控制。并可通过人机界面,生产成曲线图表,随时监控,很好地解决了在快速升降及高速运转过程上被动传动部件对制品质量的影响这一难题,降低了操作难度。

