佛山市双特机械科技有限公司销售部
主营:0

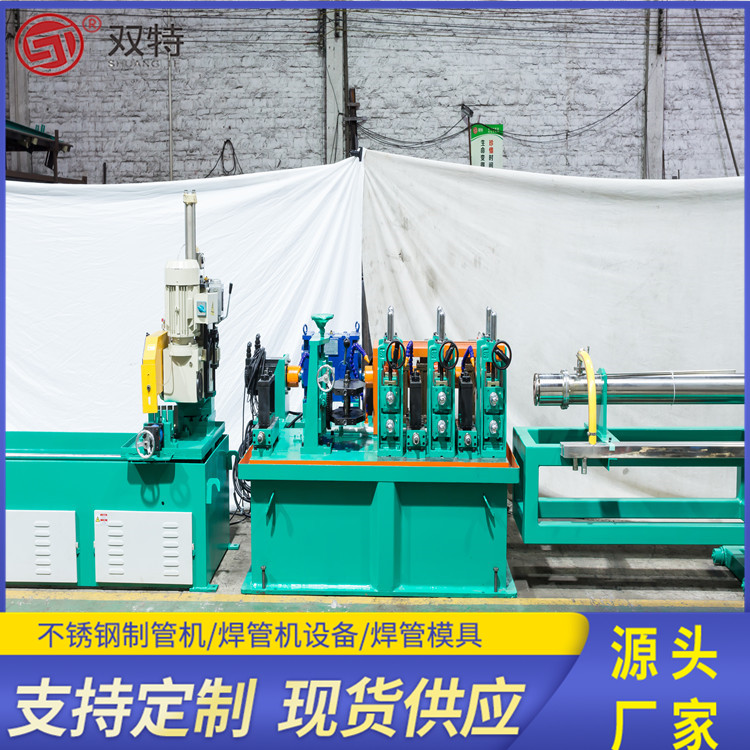
316不锈钢管材制管机械304精密装饰圆管焊管机双特可定制机械尺寸
面议
中国 广东 佛山 南海区
来电请说明在第一枪看到,谢谢!
产品属性
- 品牌:
- 双特
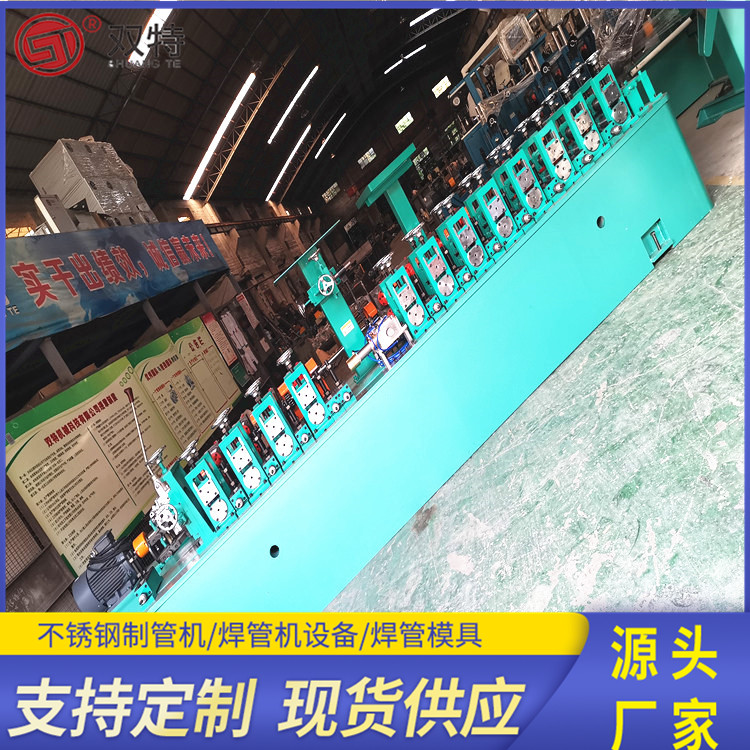
1、上料:通过上料架将钢带有秩序摆放,通过电机动力牵引传送钢带到成型段,一路延续。2、成型段:将扁平的钢带通过轧辊模具挤压成型,不锈钢管雏形的开始。3、焊接段:将钢带卷起来的两边缘,通过焊机高温焊接,称为不锈钢管的焊缝。4、打磨段:通过水冷却焊接时不锈钢管的高温状态,打磨不锈钢管焊缝的凹凸,提高焊缝的平整,5、定径矫直:不锈钢管的圆驱度受到焊接高温和水冷却会有些许变形。通过轧辊定径矫直,确定不锈钢管的圆度或者方形。

佛山市双特机械科技有限公司是一家不锈钢制管机生产厂家、公司产品有:不锈钢饮用水管制管机、不锈钢制品管制管机、高频焊管机、不锈钢抛光机、在线光亮固溶退火设备、不锈钢焊管机内外在线整平装置、复合管机及其它配套设备。本公司奉行“以技取胜、精益求精”的企业理念,以“科学、严谨”的工作方式,开拓进取。以敏锐的市场触觉探索业内流行方向资讯,以市场需求为导向,以客户为中心,用产品,服务为不锈钢行业的发展和繁荣,做出更大的贡献,并热忱欢迎社会各界人士加盟双特,创美好明天!
「冷弯法」 冷弯是在常温下用折弯机多次滚压成型的,用折弯机前要做好试机工作,底部必须有一个板厚度的空隙,折弯槽口必须选择有8倍板厚的沟槽。 在冷弯法里还有一种抽芯弯管的方法,有专门的抽芯弯管机。据看到的弯管成品,抽芯弯管应该是冷弯里成型好的了。 进行折弯时需要注意的是,精密不锈钢管弯管R要求为弯管半径R≥1.5~2倍直径,弯管R角过小,弯管R角部分就会扁平。 同一根不锈钢管弯R角一般要保持一致,满足轮模一致性。弯管直边长度必须大于等于2倍直径,否则的话弯管模不能顺利夹住。同时,精密管焊缝要考虑预留出工艺孔,这样就能够更好排出焊接时产生的焊渣。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn