沧州广汇管业有限公司

双面埋弧焊直缝钢管 大口径直缝钢管 厚壁直缝焊管厂家-凯顺源
产品属性
- 品牌:
- 凯顺源









我公司主营管线管、L245N管线管、L360N管线管、L290N管线管、L415管线管、L245、L360、L415管线管、L450管线管、L485管线管、X42、X52、X60、X56管线管、X65管线管、X70、X80管线管。无缝管:2045Q345B、Q345C、Q345D低温管、Q345E低温管、15CrMoG、12Cr1MoVG、Cr5Mo合金管,高压锅炉管、化肥*管、石油裂化管等无缝钢管。
管线管是把轴出地面的油、气或shui,通过管线管输送到石油和然气工业企业。管线管包括无缝和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。该管主要材质为B、X42、X56、X65、X70等钢级。长期以来,公司销售国内钢管生产企业宝钢、成钢.包钢、攀钢、华菱钢管、无锡钢厂、江苏钢厂等公司的产品,可靠、稳定为公司经营提供了坚强的后盾。
高频直缝焊接钢管根据高频焊接工艺不同,可分为直缝高频电阻焊钢管和直缝高频感应焊钢管。成形工艺一般采用辊弯冷成型方式。
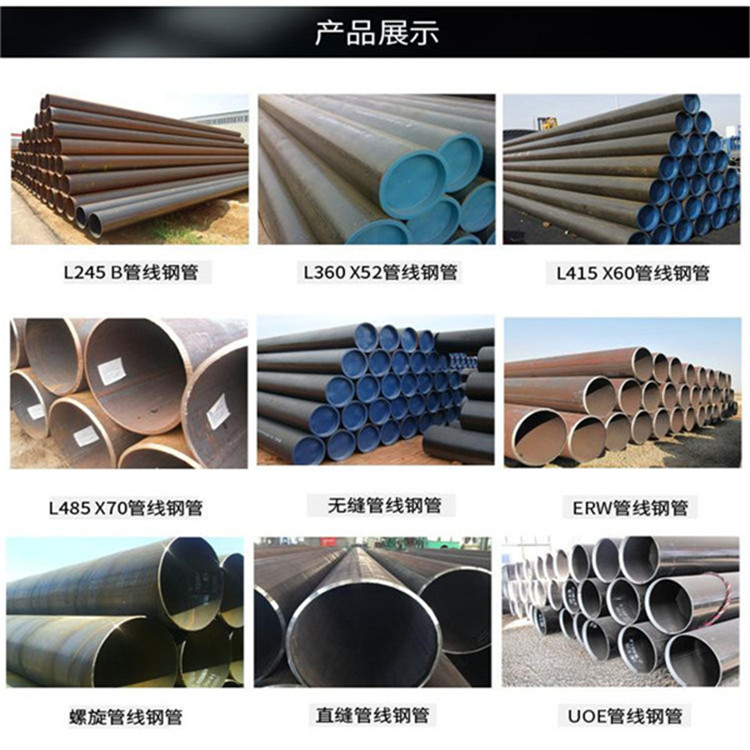
高频直缝焊接钢管一般生产的口径都较小,一般在外径660mm或26英寸以下。其特点是:焊接速度快大,例如,对于外径1英寸以下钢管,焊接速度可达200米/分钟。对于外径25英寸钢管,焊接速度也能达到20米/分钟以上。其焊接为压接方式,而不是熔融焊接,与熔融焊接相比,焊接热影响区相对较小,对母材影响小。焊接后焊缝的强度和韧性与母体不同。材根据使用需求,可以对内外焊接毛刺进行清理或不作清理。焊接对工件可以不清理,可焊薄壁管,可焊金属管。
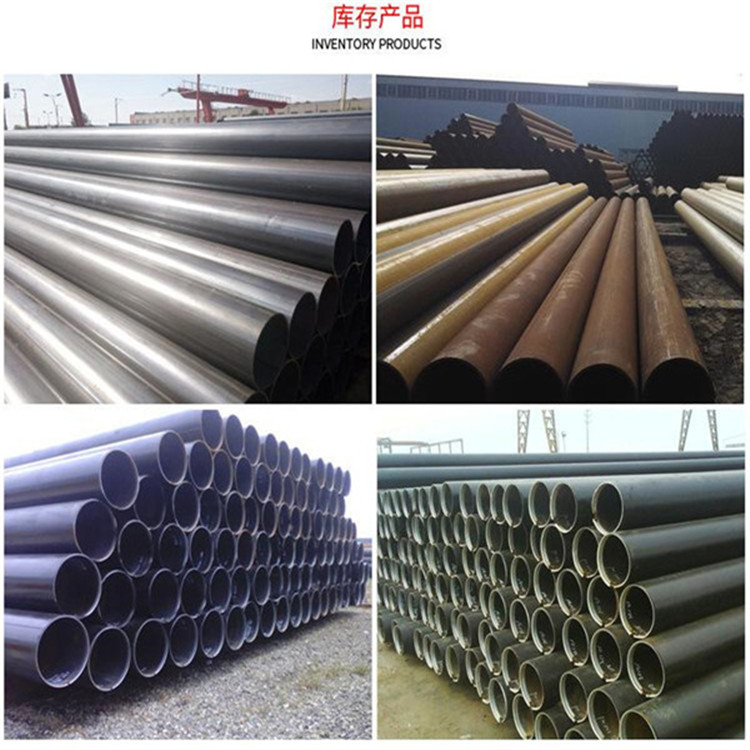
高频直缝焊接钢管流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―shui压试验―探伤检测―打印和涂层―成品。高频直缝焊接钢管主要应用于自来shui工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给shui、排shui。作气体输送用:蒸气、液化石油。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
直缝电阻焊接钢管英文简称为ERW,具有生产低成本、节省材料、易于自动化等特点。生产流程为:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―shui压试验―探伤检测―打印和涂层―成品。影响直缝电阻焊接钢管的主要因素:输入热量,焊接压力,焊接速度,开口角,阻kang器的放置位置等。广泛应用于给排shui工程,石油然气工程,也可作为打桩管,作桥梁;码头,道路,建筑结构用管等。