青岛金迈克机械有限公司
主营:0
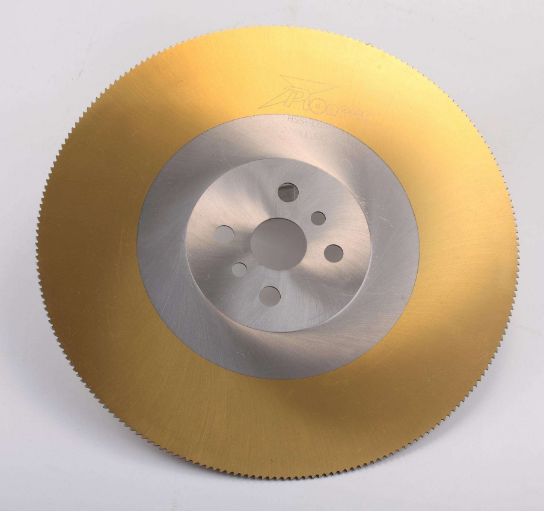
青岛胶南300*1.6*32切铝管锯片
面议
中国 山东 青岛 李沧区
来电请说明在第一枪看到,谢谢!
产品属性
- 品牌:
- K
青岛胶南300*1.6*32切铝管锯片
氮化钛涂层(金色) TIN 经过PVD氮钛处理后, 锯片涂层的厚度约2-4微米,其表面硬度约2200-2400HV,摩擦系数:0.55,切割温度:520℃,高速钢锯片规格,这种锯片能大幅提高锯片使用时间,高速钢锯片生产厂家,为了充分利用其特点,所以应将切割速度提高,以体现其价值。这种涂层的主要作用是使锯片更加耐切,对于一般性材料的切割,其优异的表现能有效提高切割速度,高速钢锯片厂家,降低损耗。
齿数:齿数的选择,一般来说齿数越多,在单位时间内切削的刃口越多,切削性能越好,但切削齿数多需用硬质合金数量多,高速钢锯片,锯片的价格就高,但锯齿过密,齿间的容屑量变小,容易引起锯片发热;另外锯齿过多,当进给量配合不当的话,每齿的削量很少,会加剧刃口与工件的磨擦,影响刀刃的使用寿命。通常齿间距在15-25mm,应根据锯切材料的加工方式选择合理的齿数。

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn