激光熔覆技术工艺及应用分析
激光熔覆技术作为激光表面改性的应用技术之一,利用高能激光束改变工件表面的性能,可以大大提高材料或零件的性能和寿命。
激光熔覆的主要过程
(1)预置粉法:预置粉末法主要是通过粘结或喷涂的方式将包覆粉末均匀地置于基材表面。激光熔覆时,熔覆粉末和基体材料在激光能量的作用下同时熔化,熔化的涂层在基体材料吸热下迅速冷却,形成冶金结合。
(2)同步送粉法:同步送粉是指通过自动送粉设备进行激光熔覆,将熔覆粉末送入熔池,完成同步送粉。这种送粉方法熔覆层均匀,工作便于实现自动控制。
新零件修改
通过激光熔覆技术,在工件表面区域熔覆一层特殊性能涂层,可以改善工件的表面性能,使重要零件具有超耐腐蚀的特性,大大延长零件的使用寿命。
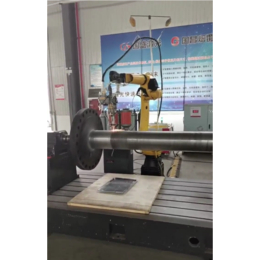
化工行业球阀生产后,对熔覆层表面进行改性,要求熔覆层厚度为1.2mm,无气孔、裂纹等缺陷,并具有较高的耐腐蚀性,熔覆层硬度在55HRC以上。
旧零件的
在石油化工行业中,设备长期处于恶劣的工作环境中,容易导致零件腐蚀严重、磨损严重,甚至导致大型昂贵零件的报废。激光熔覆技术使一些昂贵的零件和不方便更换的零件成为可能后的零件强度将是原厂零件的两倍,为企业节省了新购零件的成本。

化工设备中经常出现问题的部件有阀门、泵、叶轮、轴颈轴套、大型转子的轴瓦等。化工行业球阀、轴类零件失效后,要求熔覆层厚度为1mm,不允许有气孔、裂纹等缺陷,并具有一定的耐腐蚀性。熔覆层的硬度在50HRC以上。
应用困难
1.熔覆过程的工艺参数是不可控因素
激光熔覆技术的工艺参数对熔覆层的力学性能和显微组织起着决定性的作用。熔覆过程中的主要技术参数包括激光能量、光斑尺寸、熔覆速度、预热温度、搭接尺寸、送粉方式和送粉速度等。,而且很多技术参数是相互影响和制约的。目前各科研生产机构使用的参数主要基于经验数据,缺乏理论依据。
2.熔覆层中的裂纹缺陷
在激光熔覆过程中,熔覆区在激光的作用下迅速熔化,然后迅速凝固。由于熔覆粉末与基体材料的物理收缩性能略有不同,当熔覆区域快速冷却时,熔覆层受到冷基体固有元素的限制,产生内生拉应力。当内生拉应力超过熔覆层所能承受的限时,熔覆表面就会产生裂纹,这是影响熔覆质量的一个重要指标。