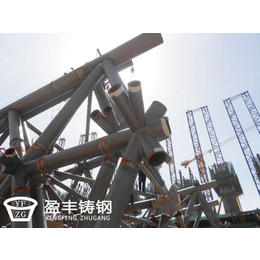
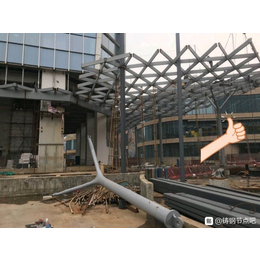
浙江省大跨度钢结构铸钢节点厂家
¥60000元/件
中国 河北 沧州 吴桥县
来电请说明在第一枪看到,谢谢!
浙江省大跨度钢结构铸钢节点厂家铸钢节点与钢管对接为方位焊接,在选择铸钢节点材料、钢管材料及焊接材料 时,要求考虑材料的力学性能满足设计要求,还需要良好的焊接性能。铸钢节点焊材及焊接机具选择





采用手工电弧焊焊接,焊条选用 E5015,直径选用φ3.2-φ4mm。配备功率强大,可远距离配线,电压降小,性能可随时由操作者远距离手控电压、电流变幅的整流式 CO2 焊机,型号:日产 OTC-600A,以适应高空作业,满足方位焊接需要频繁调整焊接电压、电流的要求。 对接接头定位焊接采用小直径(φ3.2mm)E5015 焊条进行。焊条必须严格按使用 说明书进行烘烤,定位焊的焊接长度为每处约为 50mm,焊肉厚度约为 4mm。
铸钢节点焊接条件
风力≤5m/s 时,采用棚布围护,禁止露天不采取防雨措施施焊。清除物、施 焊障碍,焊接必须搭设操作平台,做防风雨措施,采用彩条布对焊接区域进行方位立 体保护风、雨对焊接的影响。
铸钢节点焊接前预热
为了降低热影响区冷却速度,防止焊接延迟裂纹的产生,对 ZG-275-485H 铸钢节点 与 Q345-B 无缝钢管进行焊接前,预热应沿焊缝中心两侧各 100mm 以内进行方位均匀加热。当预热温度范围均达到预定值后,恒温 20-30 分钟。温度的测试在离坡口 80-100mm 处进行,采用红外线温度测试仪测试。加热源采用氧加热时至少使火焰焰心距管壁 不少于 100mm 的距离且不时绕管运作,以免造成加热不均匀,单点温度过高而造成对铸 钢件的损伤。浙江省大跨度钢结构铸钢节点厂家
以上内容为浙江省大跨度钢结构铸钢节点厂家,本产品由吴桥盈丰钢结构铸件制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报