电动行走滚轮架-开诚机械(在线咨询)-滚轮架
面议
中国
来电请说明在第一枪看到,谢谢!









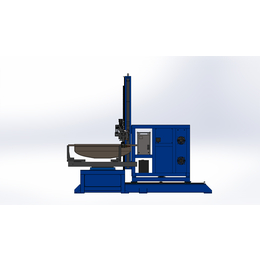
滚轮架工作原理:
通过以传动装置为动能源通过驱动主动滚轮来控制工件的滚动,利用主动滚轮与圆筒类工件之间的摩擦力来带动工件滚动,实现内外环缝合纵缝的焊接工作,华飞数控配套的自动焊接设备可以实现全自动焊接,处于国内地位。当然也可以配合手工焊接或者检测装配圆筒类工件使用。可以有效避免滑动等情况发生。欢迎咨询开诚机械,滚轮架,期待与你的合作。

焊件轴向窜动的检测目的是要检测出焊件在焊接滚轮架上轴线方向的窜动位移,从而通过合适的方法和焊接滚轮架防窜动机构来减小或避免窜动,从原理上说,可以采取在焊件筒壁侧面检测方式和在焊件端面检测方式。筒壁侧面检测方式可以不受焊件端面误差的影响,但这种检测方式由于要去除筒壁的垂直旋转分量,电动行走滚轮架,再加上打滑、筒体表面粗糙、污物的影响,因此要制造出可靠的传感器来是不容易的。

滚轮架的自适应控制具有修正本身特性参数以适应被控对象和扰动的动态特性变化的能力。在自适应系统中,采用的算法是参数算法,即计算机对送来的信号进行自动和预设动做阀值,3吨轻型滚轮架,这些参数在控制过程中都不是固定不变的。通俗一点说,就是先让计算机记住焊件的端面形状,然后再分辨出*的窜动量。这样只要做到对窜动量进行控制而对端面误差不予理睬即可。顺着这一思路,经过一段时间的调节,就可以做到焊件在其轴向上的零窜动。自适应过程的时间长短视焊件端面误差而定,行走式60吨滚轮架,对于端面误差在5mm的焊件,大约15min后即可把窜动量限制在±2mm以内,大约经过0.5h后即可做到使焊件保持零窜动。

电动行走滚轮架-开诚机械(在线咨询)-滚轮架由山东开诚机械科技有限公司提供。行路致远,砥砺前行。山东开诚机械科技有限公司致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为电焊设备与器材具有竞争力的企业,与您一起飞跃,共同成功!

以上内容为电动行走滚轮架-开诚机械(在线咨询)-滚轮架,本产品由山东开诚机械科技有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报