圆弧导轨齿圈用途-北京圆弧导轨齿圈-无锡锐凌(查看)





单点自动注油器实现滚轮直线导轨自动润滑
单点自动注油器,为气体驱动的单点自动润滑器。该润滑器已准备就绪,可直接拧入连接到润滑点,里面填充润滑脂。不需要专门的工具就可并直接使用,时钟设置十分方便,并可调节润滑脂的流量。
A: 设定表盘:调节润滑脂配送速度
B:气压室:生成压力,推动活塞
C:上盖:方便手的操作
D:活塞:在气压力的推动下,把润滑脂挤出
E:润滑脂容器:透明壁,圆弧导轨齿圈作用,方便目视检测
F:润滑油脂

圆弧导轨-管道自动激光焊接应用
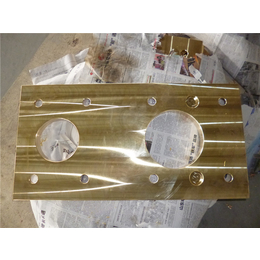
气体制造工业和水处理行业,经常需要通过360度旋转焊接延长输送管道。通过带齿圈圆弧导轨,可实现360度旋转焊接的自动化。下图为一管道自动化激光焊接机的照片,可焊接直径范围为200mm-400mm的管道:
应用的带齿圆弧导轨的直径为612mm,两套360度圆弧导轨,面对面平行布置;每套360度圆弧导轨由多段拼接而成;

激光焊和相机固定在滑座上,滑座位于两根导轨之间。采用分体式圆弧导轨的自动化激光焊接机具有如下优点:
1. 可自如打开合上,*大地方便了焊接机的拆装和固定。
2. 相机可自动对焊缝进行检测,提高了焊接质量。
3. 设备轻巧,可手工操作,圆弧导轨齿圈用途,方便野外使用。
支承大偏载
进行装配动作的时候,会有较大的下压力,且此下压力的作用点偏离导轨中心线较远,会产生较大偏载;滑座外侧带偏载支承板,此支承板经过淬硬处理,经过精密加工,并用螺栓固定在滑座板上;滑座停止在装配工位时,此支承板会和固定在设备框架上的偏载支承滚轮贴合,北京圆弧导轨齿圈,可支持大偏载:
内侧二次定位
自动化装配环形轨道线的一般设计为:传动系统在环形导轨内侧,二次定位机构在外侧,此塑料容器自动化装配应用中,同步带传动系统和二次定位机构,都需要布置在环形导轨内侧;同步带传动系统在上面,二次定位机构在下面;所以“二次定位固定块”是安装在滑座板底部的凸台上,这样就不会和上头的同步带连接机构发生干涉:
圆弧导轨齿圈用途-北京圆弧导轨齿圈-无锡锐凌(查看)由无锡锐凌自动化科技有限公司提供。无锡锐凌自动化科技有限公司位于江阴市徐霞客镇北绛213号。在市场经济的浪潮中拼博和发展,目前无锡锐凌自动化在电子、电工产品制造设备中享有良好的声誉。无锡锐凌自动化取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。无锡锐凌自动化全体员工愿与各界有识之士共同发展,共创美好未来。