高频淬火机哪家好*咨询









车床变速箱拨叉齿轮采用超音频淬火电源进行热处理的工艺分析
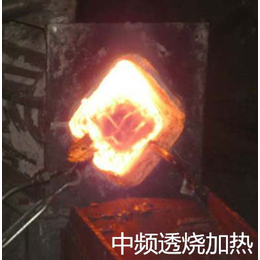
车床变速箱拨叉齿轮的模数为6mm,材料为38CrMoA1A钢。热处理技术要求:调质硬度为250-280HBW。为满足此要求,不少厂家采用超音频淬火电源进行热处理,效果良好。
(1)工艺流程 调质一粗加工一高温时效一精加工一气体渗氮一精加工一成品。
(2)热处理工艺
1)调质处理。采用超音频淬火电源进行,淬火工艺:930-950℃,淬油;高温回火工艺:630-650℃,油冷。
2)高温时效。同样采用超音频淬火电源进行,加热温度为560℃,空冷。
不少厂家采用上述工艺进行热处理,生产出来的齿轮硬度达到250-280HBW,满足了工作的需要。更好的是此工艺适合大批量大规模生产,可以大大提高工人的生产效率。

机床零件采用高频淬火电源进行调质热处理,常用的淬火冷却方法有哪些?
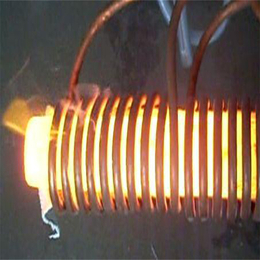
机床零件采用高频淬火电源进行调质热处理,影响热处理效果的因素有很多,如热处理工艺、淬火冷却方法、周边环境等。今天呢,我们不说机床零件的热处理工艺,高频淬火机哪家好,我们说说常用的淬火冷却方法有哪些。
1、形状简单、截面厚度≤100mm的零件在水或油中冷却。终冷温度不予以限制,以淬硬为原则。
2、形状复杂、截面厚度gt;100mm的零件在淬火冷却介质中表面终冷温度为150-200℃时取出空冷。
3、合金工具钢及形状复杂的零件应在gt;30℃的热油中淬火冷却。
本文简单介绍了机床零件常用的淬火冷却方法,希望对您的热处理工作有所帮助。如果您想了解具体的热处理工艺,您可以看看热处理方面的书籍,相信会有很大的收获。

高频淬火后形成的残余压应力对金属件*性能的有影响吗
机械金属零件磨损的主要原因。目前,索具设备中大量应用各种相互配个的零件,这些零件的配合表面,今本上都是经机械济公喉完成的。由于加工误差和装配误差的存在,其加工面不可能是光滑的,有一定粗糙度。因此麦当这些相互配合运动的零件受重力和机械作用力额的影响,接触表面之间必然会产生磨察。而磨损是磨檫的必然产物。另外,机械失效的统计也表明,一个机械设备从运行中出现故障以致后的报废,80%的原因都是磨损所造成的。磨损学的研究表明,对付磨损,有效的方法之一就是设法提高金属零件表面的*度。在零件材料不变的情况下,提高其表面的硬度的方法就是热处理,高频淬火就是简单有效的热处理方法。
高频淬火的一个特点是使零件表面产生很高的残余压应力。因此许多从事机械设计的技术人员普遍认为,高频淬火后的零件之所以*性提高,主要是因为令阿健表层的这些残余压应力所造成的。而且这一论点,咋着一些著作中也提到。然而,近年来的摸查血研究表明,磨察零件的表面攒在较高的残余压应力,对零件的脑模型却不一定的结果。

高频淬火机哪家好*咨询由郑州领诚电子技术有限公司提供。高频淬火机哪家好*咨询是郑州领诚电子技术有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:李经理。同时本公司还是从事导轨淬火设备,机床导轨淬火设备,车床导轨淬火设备的厂家,欢迎来电咨询。