嘉兴各种合金熔炼炉型号齐全质量放心可靠-领诚电子










中频熔炼炉缺点:
1.前大功率的串联谐振(一拖二)中频电源在国内还尚未成熟,未普及化。
国内生产的设备的厂家有突出业绩的也是凤毛麟角。
2.串联谐振中频电源的逆变器采用IGBT元件,IGBT元件的容量是不能满足大功率电源稳定工作的。国外公司如:应达公司采用可控硅串联谐振中频电源的逆变器是可以将电源功率做大。但国内对该技术还未成熟掌握。
3.单台大功率电源配置,当电源发生故障时,整套设备将无法进行熔炼工作,从而影响生产。
4.该套设备成本高,国内的售价偏高。
5.故障率高,维修难度大,备件互换性不强,维护成本高。

使用过程中尤其新炉时尽量使用干净的炉料。
在停炉冷却时,为了避免炉衬骤冷,应进行空炉冷却,同时为避免炉衬在冷却过程中上下温差过大而产生裂纹,应盖炉盖,使炉衬在冷却时上下均匀,从而保证炉子的使用寿命。
由于炉冷时不可避免的出现垂直裂纹,各种合金熔炼炉型号齐全,因此,冷炉启动时,应先低温烘炉,再进行熔化,从而使裂纹能先弥合,避免铁水熔化时渗入裂纹使裂纹进一步扩展。
炉子使用过程中要注意观察炉况,观察好炉况就是对炉子的一种保护,每3日测量炉底,每日每炉均要观察炉墙,从而保障了炉衬的安全。
对电炉设备进行维护和*,如经常进行吹扫线圈,清扫线圈上的杂物防止线圈击穿,从而避免了由于设备故障而导致的拆炉,有效的提高了坩埚使用寿命。

中频熔炼炉节能优势
1、加热速度快,氧化脱碳少
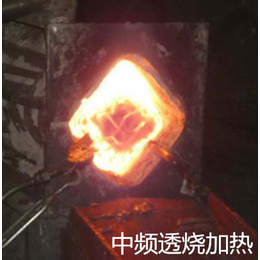
由于中频炉感应加热的原理为电磁感应,其热量是由于工件自身产生,该加热方式升温速度快,氧化,加热,工艺重复性好,金属表面只有很轻微脱色,轻微抛光就可使表面恢复镜面光亮,从而有效获得恒定一致的材料性能。
2、自动化程度高,可实现全自动无人操作,提高劳动生产率。
3、加热均匀,温度控制精度高
加热均匀,保证加热工件芯表温差小,通过温度控制系统可对温度进行控制,保证产品重复精度
4、感应炉体的更换简便
根据加工工件尺寸的不同,需配置不同规格的感应炉体.各炉体均设计有水电快换接头,使炉体更换简便、快速、方便。
5、设备保护齐全
整机设有水温、水压、缺相、过压、过流、限压/限流、启动过流、恒流和缓冲启动,使设备启动平稳、保护可靠迅速、运行稳定。
6、能耗低、*
加热,与其他加热方式相比,有效地降低了能耗,劳动生产率高、*、设备符合环保要求。

嘉兴各种合金熔炼炉型号齐全质量放心可靠-领诚电子由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司为客户提供“淬火生产线,调质生产线,感应加热设备,中频透热炉”等业务,公司拥有“领诚”等品牌,专注于电热设备等行业。,在河南省郑州市高新区玉兰街16号的名声不错。欢迎来电垂询,联系人:李经理。同时本公司还是从事钢筋在线退火设备,铜棒料在线退火设备,钢棒在线退火设备的厂家,欢迎来电咨询。