潍坊机床导轨淬火一体机特点-郑州领诚










试验得出的淬火质量的几个关键原因
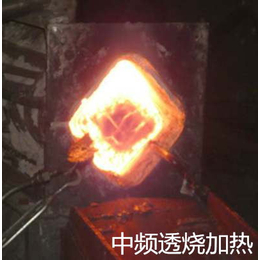
采用同一中频感应淬火参数,对于热处理项目进行检测,我们发现:
(1)正火工件的感应淬火组织,马氏体较粗大。
(2)正火处理的工件感应淬火后硬化层相对于调质硬化层要浅一些。
(3)表面硬度也比调质的低1~3HRC(但是一旦增加感应淬火时间,正火工件和调质工件的表面硬度和硬化层没有太大的区别,但是组织相比较更粗)。
(4)正火工件的变形规律性不强。调质工件变形很小,甚至没有变化(因此对于以后大批量采用正火作为预备热处理的工件,需要热后加工(主要是长度尺寸),保证尺寸合格,并且不同钢材炉号的材料也要做变形试验,保证加工余量。调质工件的加工成本比正火工件的冷加工成本高很多。因为调质工件首先要正火,就是说多了一道淬火 高温回火工艺;调质工件粘度高,刀具消耗多,冷加工成本也高(正火增加热后尺寸修正的成本相对于调质还是低很多)。
(5)调质状态的工件硬化层分布较正火状态的明显,正火状态的过渡区较大。用酒精腐蚀观察正火状态的模糊。仔细观察正火和调质工件的过渡区,在调质工件的过渡区,可以发现马氏体组织,而在正火工件的过渡区没有发现,间接地证明了对于感应加热,由于加热时间短,基体组织越均匀,产生完全奥氏体的可能性越大,冷却时产生完全马氏体的几率也大。
感应加热是一种快速加热方式,奥氏体化程度和均匀化程度不仅与原始组织有关,而且与加热速度有关。原始组织越均匀,加热速度缓慢,完成奥氏体化并均匀化所需的时间就短,反之则相反。

矿用截齿套的中频感应淬火处理
截齿套是用来装夹煤炭行业中截割煤层的采煤机、掘进机刀具—截齿的矿用零件,由于工矿条件复杂,截齿不断地冲击和磨损截齿套,导致截齿套折断及过度磨损失效,且截齿套更换困难、*成本、消耗时间、耽误。长期以来,截齿套一直都在努力提高截齿套的质量,从而提高截齿套的寿命,*就是提高冲击韧性及增加*性。利用传统的整体调质处理,采用合适的淬火和回火温度,可以提高截齿套的韧性,明显改善截齿套的*冲击能力,但由于工艺的局限,随着截齿套韧性的提高,不可避免地使截齿套的硬度降低,这样一来,截齿套的内孔*性就会下降,这就从另一个方面降低了截齿套的使用寿命。
经过中频感应淬火的截齿套的基体硬度也能保证在HRC38~42这个范围之内,其原因是当截齿套端面和内孔同时进行高频淬火加热时,内孔壁距离感应器近,此处的温度高,达到淬火温度,由于强烈的热传递,使得外层也被加热到一定的温度,从而使这部分受到热影响的区域产生组织转变,且基体硬度处于要求范围之内,故在不影响冲击韧性的前提下提高了内孔及端面的硬度。
感应淬火后的截齿套的硬度、冲击韧性及金相组织都非常理想,截齿套的端面和内孔都有一定深度的高硬层,可以提高截齿套的*性,而基体的韧性相对于普通调质处理的截齿套有明显提高,机床导轨淬火一体机特点,保证截齿套能承受更大的冲击力而不会断裂,这样就保证了截齿套有良好的使用性能,且寿命也会提高,其经济效益是显而易见的。

高频感应加热表面淬火
用45钢制造的零件,其加工路线如下:备料—锻造—正火—机械粗加工—调质—机械精加工—高频感应加热
正火:
将钢件加热到上临界点(AC3或Acm)以上40~60℃或更高的温度,保温达到完全奥氏体化后,在空气中冷却的简便、经济的热处理工艺。正火组织要比退火组织更细一些,其机械性能也有所提高。目的是在于使晶粒细化和碳化物分布均匀化。正火应用于低碳钢,正火后硬度略高于退火,韧性也较好,可作为切削加工的预处理。
高频感应加热表面淬火
调质:
调质通常指淬火+高温回火,以获得回火索氏体的热处理工艺。 方法也就是先淬火,淬火温度:亚共析钢为Ac3 30~50℃;过共析钢为Ac1 30~50℃;合金钢可比碳钢稍稍提高一点。淬火后在500~650℃进行回火即可。调质的主要目的是得到强度、塑性、韧性都比较好的综合机械性能。
高频感应加热表面淬火:
感应加热表面淬火具有表面质量好,脆性小,淬火表面不易氧化脱碳,变形小等优点,通过快速加热使待加工钢件表面达到淬火温度,不等热量传到中心即迅速冷却,仅使表层淬硬为马氏体,中心仍为未淬火的原来塑性、韧性较好的退火(或正火及调质)组织。
郑州领诚-潍坊机床导轨淬火一体机特点由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司是一家从事“淬火生产线,调质生产线,感应加热设备,中频透热炉”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“领诚”品牌拥有良好口碑。我们坚持“服务至上,用户至上”的原则,使领诚电子在电热设备中赢得了客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!同时本公司还是从事开式冷却塔,闭式冷却塔,双循环冷却塔的厂家,欢迎来电咨询。