领诚电子(多图)-高频淬火机价格-东莞高频淬火机









导轨经感应淬火设备淬火后,其质量应满足哪些要求?
中频和超音频淬火的成品表面显微组织3-6级合格,高频淬火者允许出现7级,高频淬火机如何选,不允许有粗大马氏体和大量残留奥氏体的过热组织或托氏体及珠光体加马氏体组织。...
现在,高频淬火机报价,越来越多的厂家采用感应淬火设备对导轨进行淬火热处理。
经感应淬火设备淬火后的导轨其质量要求如下:
(1)淬火表面不得有裂纹、。
(2)成品表面平均硬度值,对于灰铸铁HT200和HT250导轨应≥65HS,HT300和HT350导轨应≥68HS,规定淬硬区域内不应有软点、软带。
(3)中频和超音频淬火的成品表面显微组织3-6级合格,东莞高频淬火机,高频淬火者允许出现7级,不允许有粗大马氏体和大量残留奥氏体的过热组织或托氏体及珠光体加马氏体组织。
(4)成品有效硬化层深度,高频淬火者≥0.8mm,超音频淬火者≥1.5mm,中频淬火者≥2.0mm。

齿轮淬火变形的分析和对策
7T火车后桥锥齿轮是汽车传递动力和改变速度的重要零件,工件材料为22CrMOH钢。生产中发现,齿轮热处理后部分工件出现贯穿性裂纹,另外一些齿轮发现起边超差缺陷,造成不少齿轮失效报废。
锥齿轮要求渗碳层深度为1.7-2.1mm,碳化物为1-5级,马氏体和残留奥氏体为1-5级,表面硬度为60-64HRC,芯部硬度为35-40HRC。检验发现齿轮花键根部应力集中部位是裂纹源处,裂纹沿轴向扩展贯穿轴颈本体,部分主动齿轮裂纹严重贯穿齿根与齿顶处,开裂特征明显。金相组织检验发现,主动齿轮带状组织中铁素体带处是裂纹源头,裂纹扩展并与带状组织平行。部分裂纹呈锯齿状形貌,同事出现严重的次生裂纹,部分裂纹呈碎裂状形貌。
分析认为,从动齿轮畸变超差失效是因工件组织均匀性差,高频淬火机用途,带状组织严重引起的,工件在热处理中各个部位膨胀系数以及相变比体积变化差异大,引起较大的组织应力,造成工件畸变过大超差而失效。主动齿轮出现轴向裂纹系因带状组织严重超差造成的。由于带状组织严重,相邻部位显微组织不同,差异很大,在外力作用下,性能薄弱处和强弱带间适应力集中处,该处力学性能低而各向异性明显,并且处于高应力作用,其横向强度比纵向断裂强度明显低下,在热处理中产生的组织应力和热应力作用下,主动齿轮在应力集中薄弱区域萌生裂纹并扩展快裂。
根据以上分析,提出工艺改进措施如下:
(1)生产中从首工序严吧材料检验质量关口,要求带状组织≤3级,其他各项技术参数,性能指标合格,不允许不合格材料混入生产流程。
(2)齿轮锻件毛坯件应进行金相检验,带状组织≤3级的合格坯件可进入加工程序,防止不合格锻件进入再加工工序。
(3)建议钢厂个锻造厂采用新技术工艺,提高钢材和锻件毛坯组织性能质量,为减少和消除齿轮组织缺陷和畸变裂纹缺陷失效奠定基础。

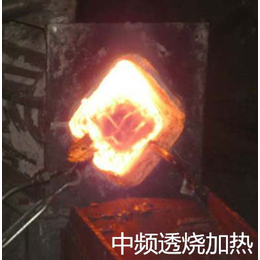
中频淬火工艺运行情况是什么
1)上料:用行车将钢轨吊至移动台车上,手动调整钢轨在移动台车上的位置,保证钢轨与移动台车在行进方向平行.钢轨吊装数量可为1~2根.
2)开机:启动冷却塔电动机,使冷却塔对中频电源柜、电容器、淬火变压器、感应器线圈及汇流铜排等部分进行水冷却.
3)开启中频电源柜,调整电源功率.
4)开启消谐补偿柜,使消谐补偿柜处于工作状态.
5)启动移动台车电动机,通过PLC变频器变频调整台车行进速度.
6)门架上固定气缸上升,带动加热装置上升到高工作位置.
7)固定架两侧电动机移动,调整加热装置左右方向移动,落下淬火感应器,确保淬火感应器刚好压在钢轨上.
8)输入钢轨工艺参数和电参数:电网电压波动±10%,频率波动50Hz±10%,中频电压600~800V,频率900~1100Hz , 功率:180~200 kW,水压0.2MPa.钢轨轨头加热到900~980℃后适量喷雾冷却,余温控制在420~600℃.
9)开车移动工件完成整个淬火过程.
10)卸料.

东莞高频淬火机-高频淬火机如何选-领诚电子(推荐商家)由郑州领诚电子技术有限公司提供。东莞高频淬火机-高频淬火机如何选-领诚电子(推荐商家)是郑州领诚电子技术有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:李经理。同时本公司还是从事中频熔炼炉,金属熔炼炉,金银铜铝熔炼炉的厂家,欢迎来电咨询。