高频淬火机厂家-漯河高频淬火机-无锡捷兴





高频淬火机用于滚珠丝杠感应淬火
滚珠丝杠是一种将旋转运动与直线运动相互转化的滚动功能部件,具有平稳传动、的功能,一直以来被广泛应用于机床传动、数控设备、自动化控制等方面。淬火后的丝杠硬度高、脆性大,校正工作难度较大,不利于产品的大批量生产,因此要求淬火时对丝杠径跳进行严格控制。对于螺距变形量的要求是基于一般企业的滚珠丝杠的生产大部分是先开滚道再淬火。
滚珠丝杠表面感应淬火基本工艺:对丝杠滚道进行淬火,应制作与丝杠外形尺寸相匹配的淬火感应器,高频淬火机供应,热处理工艺参数:奥氏体化温度860~880℃,经冰冷处理后的滚珠丝杠在后续加工或使用过程中基本不存在因为组织转变而影响尺寸精度的现象。通过大量工艺试验,确保生产工艺的可靠性与稳定性。针对每一系列的滚珠丝杠,首先根据其淬火硬化层组织和深度要求进行工艺试验,确定一个工艺参数调节范围。其次,在实际生产时还必须在参数范围内适当调整,使丝杠的淬火硬度和螺距变形量符合要求。

高频感应加热和中频感应加热的区别是:
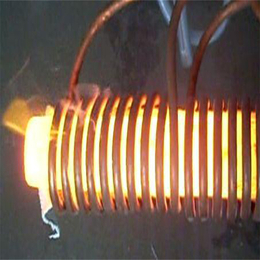
1)高频适用于淬火或焊接,频率高,从外面加热到里面,应用于表面热处理设备。
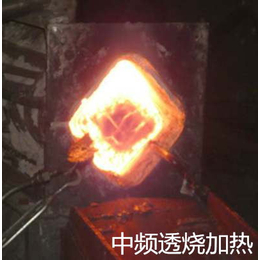
2)中频适用于锻造透热用,频率低,从里面往外加热的,透热的更均匀。
3)选择中频加热或者高频加热方式应根据产品设计要求,温度控制是由合理的工艺参数决定,不存在那个更好,关键是能否满足产品要求。
中频:频率范围一般在1kHz至20kHz左右,典型值是8kHz左右。加热厚度约3-10mm。多用于较大工件,大直径轴类,漯河高频淬火机,大直径厚壁管材,大模数齿轮等工件的加热、退火、回火、调质和表面淬火及较小直径的棒材红冲、锻压等。
高频:频率范围为一般40kHz至200kHz左右,常用40kHz至80kHz。加热深度或厚度约1-2mm。多用于小型工件的深层加热、钎焊、红冲、锻压、退火、回火、调质,表面淬火,中等直径的管材加热和焊接、热装配,小齿轮淬火等。

高频感应加热焊机感应铜圈一般多大?这个问题问的有点笼统,铜圈大小和变压器大小有关,和工件材料尺寸都有关系,空心实心也有关系,常规的3圈50-60大,高频淬火机厂家,2圈60-70大,1圈300-400大,关键还是看用途,铜管长度约1.1-1.3米,根据每个设备的使用不同,使用到的感应加热线圈大小也有所差异。原电热圈直径145mm,高频淬火机哪家好,宽度80mm,也可以根据个人需求订制感应线圈的。
一、热处理:各种金属的局部或整体淬火、退火、回火、透热;
二、热成型:整件锻打、局部锻打、热镦、热轧;
三、焊接:各种金属制品钎焊、各种刀具刀片、锯片锯齿的焊接、钢管、铜管焊接、同种异种金属焊接;
四、金属熔炼:金、银、铜、铁、铝等金属的(真空)熔炼、铸造成型及蒸发镀膜;
五、高频加热机其它应用:半导体单晶生长、热配合、瓶口热封、牙膏皮热封、粉末涂装、金属植入塑料等。
如有需要安装高频感应加热设备,可以详细咨询我们。

高频淬火机厂家-漯河高频淬火机-无锡捷兴由无锡捷兴机电设备有限公司提供。无锡捷兴机电设备有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。无锡捷兴机电设备——您可信赖的朋友,公司地址:无锡市新吴区五洲国际工业博览馆香港街86栋105-106,联系人:王经理。