CNC液压夹具定制-CNC液压夹具-苏州市相城区黄桥亚创精密





工装夹具设计原则:1.用夹具固定产品及工具以固定用台钳及夹持具等来固定产品及工具,以解放人手从而进行双手作业2.使用工具生产线中所用工装应适合该产品及人工操作的工具以提高生产效率3.合并二种工装为一种减少工具的更换麻烦,以减少转拉的工时消耗,提高工作效率。生活中我们常见的红、蓝两用毛及带有橡皮的铅笔4.提高工具设计便利性减少疲劳⑴工具手柄方便抓握⑵作业工具与*动作相协调⑶工装夹具的操作应以IE的方法进行评估5.机械操作动作作相对安定并且操作流程化⑴操作位置应相近集中⑵让机械尽量减少或脱离人的监控和辅助⑶开关位置与下工序兼顾⑷工件自动脱落⑸能够自检的自动化6小型化(7)容易进行作业准备


夹具的工作过程:
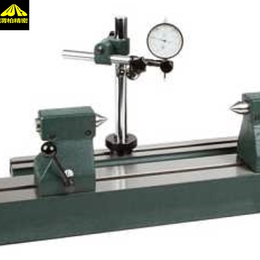
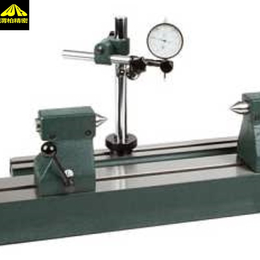
(1) 夹具的安装与调整 把夹具定位在线切割机床工作台上中间位置,用百分表校正立板座的基准面与机床的X轴、Y轴平行且垂直,CNC液压夹具定制,并用螺丝将夹具紧固在工作台上。
(2)将工件放入三爪卡盘中(利用反爪)把工件夹紧,使工件的端面贴紧卡盘侧面。
(3)加工前,首件需要利用机床上的自动对中功能分中定位,使钼丝位于工件的中心之后,便可按程序进行切割加工。当首件加工完之后,CNC液压夹具,锁定机床X轴、Y轴的坐标值,以后无需再找正可继续加工。
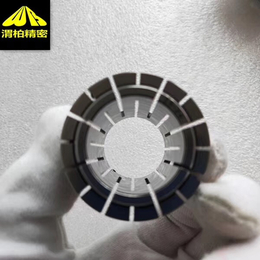
(4)按该圆环的加工工艺,考虑到工件所加工的槽长度、形状不一致,CNC液压夹具价格,则法兰盘的工作有两种方法:一是逐条加工法是指每割完一条线,法兰盘需要按定位孔的方向顺序转动一次逐步去加工,这方法每次割完一条线后,需要换加工程序方可继续加工。二是跳步加工法是指当割完一条线后,法兰盘要按方向顺序转多一个定位孔(即转动两次)才可按同一程序加工,直至该程序加工完。当一条程序完成后要加工二条程序时,可用同样的跳步法继续加工二条程序。

焊接工装主要作用于批量的生产。广泛适用于钢结构、各种车辆车身制造、汽车*焊接,汽车座椅焊接,轨道交通焊接、自行车摩托车制造、工程机械、框架和箱体、压力容器、机器人焊接、钣金加工、金属家具、设备装配、工业管道(法兰)等焊接以及检测系统。
夹具设计建议:大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,液压夹具CNC,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。


CNC液压夹具定制-CNC液压夹具-苏州市相城区黄桥亚创精密由苏州市相城区黄桥亚创精密机械厂提供。“工装夹具治具设计制造,*焊接工装制造”选择苏州市相城区黄桥亚创精密机械厂,公司位于:苏州市相城区黄桥旺盛路88号,多年来,苏州亚创精密坚持为客户提供好的服务,联系人:杨经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。苏州亚创精密期待成为您的长期合作伙伴!同时本公司还是从事夹具,苏州夹具,江苏夹具的厂家,欢迎来电咨询。