天津盘类中频透热炉*价格合理“本信息长期有效”








立式、循序式透热炉
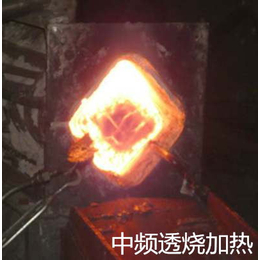
合适钢柸:合适于加热直径较大、长度短的钢柸,如圆饼与板坯类的钢柸。
此透热炉的优点是感应加热看手式感应器不遭遇钢柸的质量,领诱轨只起领诱向作用,应用寿命长。其职业原理是将钢柸推送到感应器的下部后,顶料设备上升,将钢柸送入感应器中,并由支撑块在感应器的下部把钢柸托住。
斜推式、循序式透热炉
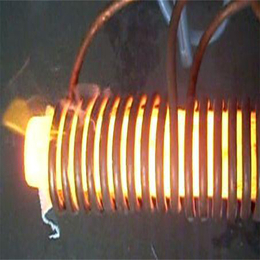
合适钢柸:合适于回执变直径小、长度较长而生率较高的钢柸
此透热炉是钢柸是横放在感应器里,其轴线与感应器的轴线相垂直,进给料是由推料设备与进料机器来完成的,采用这种斜推料的看手式是钢柸决不会产生滚动人。

中频电炉采用二次淬火工艺的目的
中频熔炼炉在热处理过程中有时会采用二次淬火工艺,即一次用较高温度的淬火,然后采用较低温度的淬火、回火,这样做的目的,主要是用于渗碳钢的淬火处理。由于渗碳后的零件往往在表面的高碳区存在有网状渗碳体,这种网状渗碳体常用两种方法来消除—高温正火和高温淬火。高温正火常用在有效尺寸小的零件;对有效尺寸大的零件,中频电炉正火往往显得冷速缓慢,消除不了网状渗碳体。因此就必须采用快速的淬火冷却促使网状渗碳体消除。
中频熔炼炉在一次淬火还不够,会出现晶粒粗大的现象,因为必须再一次淬火,以消除高温淬火后出现的粗大的马氏体针。中频电炉第二次淬火是正常状态的淬火,目的是为了细化组织,获得正常的马氏体或隐晶马氏体。

钢管热处理调质设备工艺概述
钢管感应热处理的工艺流程与一般传统的燃气加热步进式炉一样,盘类中频透热炉*,但是工作原理和加工工程却截然不同。在燃气式步进炉中,钢管是整体加热;而在感应炉 中,钢管是分段逐次前进连续加热;淬火过程与回火过程也是如此进行。所以钢管在加热、淬火、回火时,基本是做纵向移动、螺旋前进的动作,其余才是做横向移 动。其具体加工工艺过程如下:
根据 API 5 CT 标准对油井管的调质要求,油井管管坯由天车吊到上料台架上,人工外观检查后使其整齐排列分布。待线各工作岗位进入正常工作状态时,感应器通电待 料,变频送料机开始旋转,手动操作步进上料机工作,把根油井管从上料台架出口端平稳地抬起滚送到对齐装置的辊道上,变频送料机以设定的速度向前送料, 变频送料机为单辊传动,速度、高度可调,辊型为专门设计倾斜 15°布置的辊式送料机,具有水平送料纠偏对中和工件自旋转功能,其中感应加热线圈之间送料辊 和进出口的送料辊材质为耐热钢,并装有旋转密封内水冷却装置,冷却送料辊并使送料辊外表面干燥,便于油管连续加热,其余送料辊材质为*钢。油管经辊道进 入中频淬火加热区,加热区由一套 3000kW 中频电源和一套 1200kW 中频电源配多组加热感应线圈组成淬火感应加热区,保证工件温度的均匀,加热温度 850℃~ 1000℃。

天津盘类中频透热炉*价格合理“本信息长期有效”由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司实力不俗,信誉可靠,在河南 郑州 的电热设备等行业积累了大批忠诚的客户。领诚电子带着精益求精的工作态度和不断的完善*理念和您携手步入*,共创美好未来!同时本公司还是从事中频熔炼炉,金属熔炼炉,金银铜铝熔炼炉的厂家,欢迎来电咨询。