领诚电子(在线咨询)-威海高频淬火机-高频淬火机原理









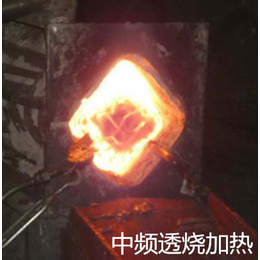
机床刀垫采用超音频淬火炉进行热处理的工艺分析
机床刀垫的厚度为8mm,牙根部槽深为2mm,材料为40Cr钢。热处理技术要求:整体淬火回火后硬度为42-47HRC,高频淬火机报价,平面度误差≤0.4mm。为满足此技术要求,威海高频淬火机,采用超音频淬火炉进行热处理,效果良好。
(1)工艺流程 下料(40Cr钢板材)一正火、校正、时效一机械加工一淬火、 校正、回火一喷砂一发蓝一机械加工。
(2)热处理工艺
1)正火、校正及时效。板料先采用超音频淬火炉进行正火热处理,加热温度为840-860℃,出炉后进行热校正,平面度误差控制在1mm以内,再进行时效处理。
2)淬火与回火
1、淬火。采用超音频淬火炉进行,温度为850℃,随后及时回火。
2、回火。回火温度为380℃,高频淬火机价格,回火后平面度误差应控制在0.4mm以内。
对于回火后畸变超差的刀垫可重新夹胎具校正,即在刀垫畸变的高点处垫一个0.40mm的薄垫,装胎具卡紧后再提高温度10-20℃后重新回火。
3)喷砂。将刀垫表面的氧化皮等用喷砂机进行喷砂处理,为发蓝做好准备。
(3)检验结果 整体硬度为42 -47HRC,用塞尺检验刀垫平面度,平面度误差≤0.4mm,均满足技术要求。

高频热处理设备淬火操作规程
一、必须经培训或有经验者方可操作高频热处理设备,并操作负责人,工作时不可让非工作人员随便调动
二、检查设备各部分接地线是否安全,淬火机床各项功能是否正常;
三、开启水泵,检查冷却水出水是否通畅,避免用手触及设备的冷却水。
四、设备各部分冷却系统正常,再给设备送电。
五、工作前必须检查规定的防漏电保护装置是否齐全和正常。
六、设备在工作过程中发生异常现象,应首先切断高压,再分析排除故障。
七、检查设备时,应预先声明故障原因,然后再检修。操作工不得独自检修。
八、工作结束后,首先断电,设备断电后,高频淬火机原理,继续供水15~20min,使设备得到充分冷却。
九、环境需求
设备工作环境应无粉尘,无导电粉尘,无腐蚀性气体。
海拔高度≤2500
环境温度2-40℃,相对湿度≤85%。
保证设备工作场合通风良好,以保证设备的正常通风冷却。
十、设备安装
1、把设备放置到方便使用和操作的位置,注意主机柜四个万向轮应根据需要进行防滑处理.变压器柜应保证下方通风正常。
2、按照铭牌把准备好的电源和水路连接完成。电路各接点接触均良好,无松动,无漏接。水路无漏水,无错接现象。

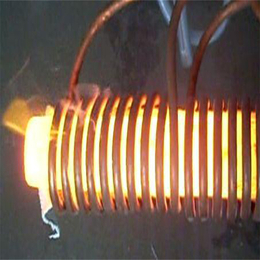
超音频齿轮淬火设备优点
超音频齿轮淬火设备采用大规模集成电路数字化自动控制,具有手动、自动、半自动、及加热保温冷缺分时段控制功能。频率自动跟踪,功率无级调节,使用简单,10分钟即可学会使用。
我公司具有完善的售前、售后服务体系和的热处理工程师,确保您无,无技术之忧。只要将您的工件尺寸、产品规格、加热温度技术要求和您目前使用的加热方式告诉我们,我们会为您的工艺改进提出合理的建议,并为您选择适合工件要求的机型,为您的生产降低成本,提高质量,效率。欢迎您的光临实地参观考察。

高频淬火机报价-威海高频淬火机-郑州领诚电子由郑州领诚电子技术有限公司提供。高频淬火机报价-威海高频淬火机-郑州领诚电子是郑州领诚电子技术有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:李经理。同时本公司还是从事高频焊接机,钻头焊接机,车刀焊接机的厂家,欢迎来电咨询。