镗床导轨淬火设备视频推荐货源










滚珠丝杠表面感应淬火
滚珠丝杠是一种将旋转运动与直线运动相互转化的滚动功能部件,具有平稳传动、的功能,一直以来被广泛应用于机床传动、数控设备、自动化控制等方面。淬火后的丝杠硬度高、脆性大,校正工作难度较大,不利于产品的大批量生产,因此要求淬火时对丝杠径跳进行严格控制。对于螺距变形量的要求是基于一般企业的滚珠丝杠的生产大部分是先开滚道再淬火。
滚珠丝杠表面感应淬火基本工艺: 对丝杠滚道进行淬火,应制作与丝杠外形尺寸相匹配的淬火感应器, 热处理工艺参数:奥氏体化温度860~880℃, 经冰冷处理后的滚珠丝杠在后续加工或使用过程中基本不存在因为组织转变而影响尺寸精度的现象。通过大量工艺试验,确保生产工艺的可靠性与稳定性。针对每一系列的滚珠丝杠,首先根据其淬火硬化层组织和深度要求进行工艺试验,确定一个工艺参数调节范围。其次,在实际生产时还必须在参数范围内适当调整,使丝杠的淬火硬度和螺距变形量符合要求。

关于金属热处理中的过热现象
我们知道热处理过程中加热过热易导致奥氏体晶粒的粗大,使零件的机械性能下降。
1.一般过热
加热温度过高或在高温下保温时间过长,引起奥氏体晶粒粗化称为过热。粗大的奥氏体晶粒会导致钢的强韧性降低,脆性转变温度升高,增加淬火时的变形开裂倾向。而导致过热的原因是炉温仪表失控或混料(常为不懂工艺发生的)。过热组织可经退火、正火或多次高温回火后,在正常情况下重新奥氏化使晶粒细化。
2.断口遗传
有过热组织的钢材,重新加热淬火后,虽能使奥氏体晶粒细化,但有时仍出现粗大颗粒状断口。产生断口遗传的理论争议较多,一般认为曾因加热温度过高而使MnS之类的杂物溶入奥氏体并富集于晶界面,而冷却时这些夹杂物又会沿晶界面析出,受冲击时易沿粗大奧氏体晶界断裂。
3.粗大组织的遗传
有粗大马氏体、贝氏体、魏氏体组织的钢件重新奥氏化时,以慢速加热到常规的淬火温度,甚至再低一些,其奥氏体晶粒仍然是粗大的,这种现象称为组织遗传性。要消除粗大组织的遗传性,可采用中间退火或多次高温回火处理。

影响感应淬火质量的几个因素
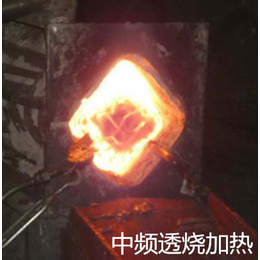
感应淬火工艺分析感应淬火提供了一种快速在线的热处理加工方法,其热,加热时间短,工件变形小,镗床导轨淬火设备视频,无氧化脱碳,易于进行局部热处理,实现清洁,与冷加工共线,实现“一个流”。
表面加热淬火,必须以快速加热为前提,即在很短的时间内将工件表层加热到临界点以上并完成奥氏体化,而感应过渡区以里的心部则处于低温状态,继而冷却淬火,从而使表面硬化。
处理的工件具有更高的表面硬度和残余压应力,因而在扭转载荷下表现出更优异的强度和性能。由于感应淬火可以选择的频率段较多,工频、中频、超音频、高频、超高频,硬化层的范围比较宽,且可以比渗碳淬火做的更深,因而强度更高。具有合理的静扭强度和性能。因此,在一些载荷较大的农机轴、半轴、乘用车的输出轴上得到应用。

镗床导轨淬火设备视频推荐货源由郑州领诚电子技术有限公司提供。镗床导轨淬火设备视频推荐货源是郑州领诚电子技术有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:李经理。同时本公司还是从事导轨淬火设备,机床导轨淬火设备,车床导轨淬火设备的厂家,欢迎来电咨询。