机床导轨淬火设备价格-机床导轨淬火设备-领诚公司










中频淬火设备与传统淬火设备的不同!
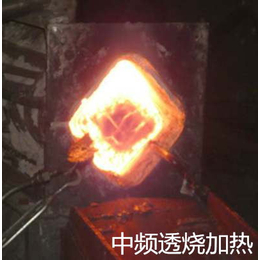
中频淬火设备是当前金属淬火热处理常用的一款金属热处理设备,热处理厂为了使机械工件拥有高强度,高*性和高韧性的综合性能,各类机械行业都青睐于中频淬火设备。中频淬火设备是利用中频电流使工件表面局部快速进行加热、冷却,从而使工件表面硬化层的热处理方法。
产生交变磁场在工件中产生出同频率的感应电流,这种感应电流在工件的分布是不均匀的,在表面强,而在内部很弱,到心部接近于0,利用这个集肤效应,可使工件表面迅速加热。中频加热设备只是对工件一定深度的表面强化,而内部基本上保持原来的组织和性能。同时采用局部加热的方法,机床导轨淬火设备价格,可以显著减少淬火变形,降低工件损坏率。
传统的淬火机将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却的金属热处理工艺。常用的淬冷介质有盐水、水、矿物油、空气等。在一些技术条件下无法实现,工艺缺陷等。
中频淬火设备突出的性能优势:性能稳定,保护措施,安全可靠;加热速度快,感应加热无氧化层,工件变形小;体积小采用分体式结构,重量轻安装方便;,没有污染;适应强能加工各种各样的工件;采用德国进口核心技术省电,节约成本;工件加热时间可控制,加工质量高,产品性能好。

感应加热技术在锻件棒料加热方面更有优势
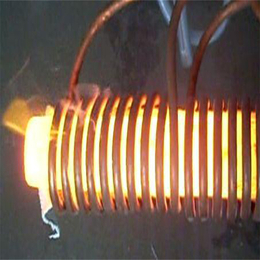
中频感应加热的基本原理是当导体在磁场中运动或处在变化的磁场中时,会产出感应电动势,导体内部形成涡流,引起较大的涡流损耗。中频感应加热便是依托这些涡流的能量达到加热目的。感应加热具有加热,速度快、可控性好及易于完成机械化和自动化的长处。看不见摸不着的电磁场一旦变身的“热场”,数控机床导轨淬火设备,可比传统加热方法节电30%左右,其加热达90%。故感应加热技术在锻件棒料加热方面更有优势。
目前传统的锻件加热炉有加热炉,燃煤炉等,他们的热氧化损耗率较高,加热的氧化烧损率为2%,机床导轨淬火设备,燃煤炉氧化烧损率达到3%,如此高的烧损率势必造成原材料的糟蹋。
跟着社会的开展和人们认识的进步,炉等传统加热设备逐渐露出出了各方面的缺点与缺乏:首先在开始加热锻件之前,须先对炉子进行预加热因而要耗费底子不需要的能源,增加了锻件本钱,另外大规模锻件必然会选用容量较大的加热炉,设备占地面积大,维护本钱高,使用一段时间后要停炉检修。砌筑;并且传统加炉燃烧的温度动摇较大,不利于炉温的准确操控,严重影响锻件产品的各项性能指标。
要解决以上传统加热设备带来的种种缺乏,高频机床导轨淬火设备,就须赶快找到一种或多种新型的加热方法,并应用到铸造中。电磁感应加热炉便是其中一种理想的加热设备。

感应淬火前的预备热处理有三种
感应淬火前的预备热处理一般有三种,退火处理(球化退火)、正火、调质处理。
对于退火工艺主要应用于高碳钢如弹簧钢材料和轴承材料。感应淬火前的预备热处理具体采取什么形式,主要是根据图样要求,也有部分客户提出要求,我们根据使用要求制定相关的感应淬火技术要求。
对于感应加热,由于加热时间短,基体组织越均匀,产生完全奥氏体的可能性越大,冷却时产生完全马氏体的几率也大,直接影响表面硬度和感应淬火深度。调质后的碳化物更均匀,在较短的时间内由于碳化物易溶解于奥氏体内,速度快,均匀充分,得到的硬度高、均匀。调质硬度越高,其碳化物颗粒越细越均匀,则溶解效果越好。因而调质(球化退火)材料感应淬火效果好,可以得到良好的表面硬度、淬硬层深度和金相组织。
正火材料次之,正火材料感应加热时间相对调质产品要长,也可以得到良好表面硬度和金相组织。由于正火(退火)的原始组织为片状珠光体和铁素体,正火易出现大块状或网状铁素体,组织不均匀性*;短时间的快速加热而导致碳化物来不及充分溶解,即使溶解了也不能充分扩散,合金元素也不能扩散均匀,奥氏体短期内无法达到均匀化,原珠光体区域富碳,原铁素体区域贫碳,淬火组织中存在低碳马氏体,影响感应淬火硬度和硬化层深度。

机床导轨淬火设备价格-机床导轨淬火设备-领诚公司由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!同时本公司还是从事高频焊接机,钻头焊接机,车刀焊接机的厂家,欢迎来电咨询。