宿州中频锻造炉-无锡捷兴机电设备-中频锻造炉厂家





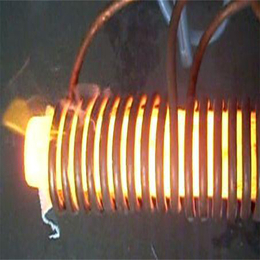
小型锻造加热炉根据实际零件尺寸合理选用了孔径为90mm的感应线圈,淬火感应线圈6个,中频锻造炉报价,回火感应线圈5个,淬火使用500kW的中频电源,中频锻造炉厂家,回火使用300kW的中频电源,冷却用了7.5kW的离心式水泵带动喷水圈喷水,并使用了一个50t的水冷却塔,宿州中频锻造炉,保证其水温不超过40℃,小型锻造加热炉上下料为气动装置和接近开关,实现自动上料和下料。
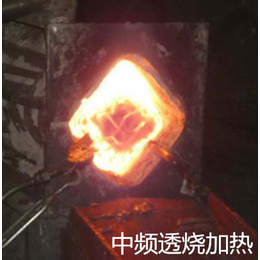
小型锻造加热炉通过自动上料→感应加热→冷却(淬火)→感应加热(回火)→自动下料并在连续作业生产线上完成了整个调质工艺。(1)自动上料将零件经人工放至上料台,经输送装置以旋转方式送入。(2)感应加热通过输送装置的稳速运行,将零件送入淬火感应线圈中,通过固定式红外测温仪测温,对零件进行预热→测温→升温→测温的温度控制,达到淬火温度进入高压喷水装置冷却,完成淬火过程。(3)回火冷却后的零件经输送装置的稳速动行,将零件送入回火感应线圈进行回火,后送入下料区。

与并联谐振共存的中频炉消谐无功补偿装置并联谐振的问题确实存在,但是经过我们的研究。消谐无功补偿装置诞生了。他主要针对:功率因数、高次谐波而产生的。为此,电力系统和谐波源用户都有责任和必要的对谐波装置加大限制和治理,以保证电力系统和用户的运行,提高整个电网运行的经济效益。
从一般中频电源工作原理可知,它是通过三相桥式整流装置再进行脉冲调频来进行变频的,它的正常运行必然产生较大的谐波电流,且功率因数也达不到0.90的要求。中频电源在正常工况下,产生的谐波电流主要是5、7、11、13、17、19……次,它的主要特征谐波为h=6K±1,中频锻造炉公司,K正整数,产生的特征谐波电流与基波电流关系为:Ih=I1/h。
考虑到控制器运行燃弧角(或换向角)的影响,装置负荷在额定负荷运行时,产生的5次谐波对基波含有率通常不低于20%,7次不低于14%,11次不低于9%,13次不低于7%。在负荷较小时,虽然谐波含有率较高,但实际向电网注入的谐波电流并不大,同时11次以上高次谐波虽然与低于7次以下的谐波电流相比数值较小,但由于低压侧短路容量较小,其阻*相对较大,故对谐波电压含有率及低压侧波形畸变率影响较大。

中频锻造加热炉设备特点
工作环境优越、提高工人劳动环境和公司形象、*、低耗能感应加热炉与煤炉相比,工人不会再受炎炎烈日下煤炉的烘烤与烟熏,更可达到的各项指标要求,同时树立公司外在形象与锻造业未来的发展趋势。感应加热是电加热炉中节能的加热方式由室温加热到1100℃的吨锻件耗电量小于360度。加热均匀,芯表温差,温控精度高感应加热其热量在工件内自身产生所以加热均匀,芯表温差。应用温控系统可实现对温度的控制提高产品质量和合格率。

宿州中频锻造炉-无锡捷兴机电设备-中频锻造炉厂家由无锡捷兴机电设备有限公司提供。无锡捷兴机电设备有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!