中频透热炉原理-黄山中频透热炉-领诚电子(在线咨询)








我国中频透热炉锻造行业的瓶颈与发展
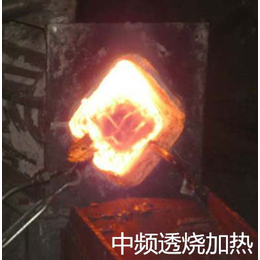
经过近几年不断的发展,我国中频透热炉锻造行业的总产量已经从2006年的384万吨发展到2009年的776万吨,规模以上企业数量由四百多家发展到四百五十多家,黄山中频透热炉,从业人数由十二万多人壮大到十三万五千多人。在材料利用率方面,中频透热炉用途,冷、温锻件在90%以上,热精锻件平均在85%,普通模锻件平均在75%;自由锻件平均在68%,国外水平普通模锻件材料利用率平均在84%。基本上每吨锻件综合能源消耗0.83t标煤,日本每吨锻件综合能耗为0.52t标煤。在率方面,中频透热炉原理,冷温锻件手工操作平均班产1 000件,步进梁机械手自动化操作平均班产3600件。目前,绝大多数企业还是手工操作。全员劳动率国内52t/人·年,国外175t/人,年。冷锻汽车伞齿轮等少数品种已有部分出口美国。精密冷锻件年产量约为20万吨,精密塑性成形工艺由单工位冷锻成形发展到多工位冷锻成形,中频透热炉锻造温度由室温下的冷锻发展到温冷复合成形和热冷联合成形。在精度指标方面,冷锻件外径误差≤0.05mm,内径误差≤0.08mm,厚度误差≤0.15mm。可以说,中频透热炉锻造行业取得的成绩和发展是有目共睹的。

钢管加热的脉冲式快速感应加热工艺
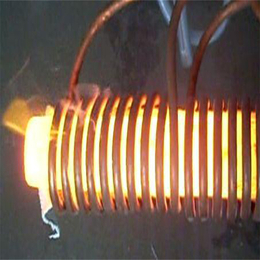
所谓脉冲式快速感应加热是指钢管经10次短时间大功率密度的加热,并兼以保温和均温,达到减小温差的目的,这样在某种程度上就克服了热应力造成微观裂纹的危险。
这种方法适用于在线连续式加热,是目前国际上很*的一种加热方法。
冷却方式:油浸自冷
保护功能:重跳闸、轻跳闸、压力释放闸、油超温报警
在高压侧带有±5%,0%三档调压。

钢管在线加热设备配置:
钢管在线感应加热具有良好的人机界面,可对运行中钢管的温度、速度等参数进行控制;对电源的频率、功率、钢管加热的温度、速度等参数进行显示;对钢管的温升、电源的功率分配等进行设定;对钢管各种状态参数如加热后温度、速度、钢管直径、壁厚、批号等参数进行记录,并定期向管理级发送。
钢管在线加热设备配置:钢管定径前在线加热,采用组合式直通感应炉,设4个组合段,每个组合段包括一台中频电源,一台电容柜,低温加热每台采用2台感应器,高温加热每台采用3台感应器,感应器之间有运输辊道,使钢管按一定速度运行。系统供电采用2台12脉波整流变压器。整套设备由一套计算机控制系统进行控制,达到钢管加热要求。4台电源冷却系统采用4台风水冷却器。
黄山中频透热炉-中频透热炉用途-领诚电子(推荐商家)由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司在电热设备这一领域倾注了诸多的热忱和热情,领诚电子一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:李经理。同时本公司还是从事淬火生产线,牙条淬火调质生产线,丝杆淬火生产线的厂家,欢迎来电咨询。