高频焊接机-领诚电子-高频焊接机注意事项









毛坯采用高频感应焊接设备进行热处理,常用的加热方式有哪些?
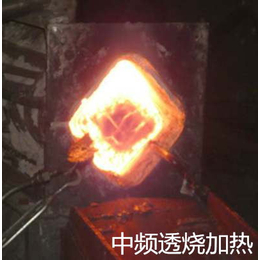
热成型毛坯采用高频感应焊接设备进行感应加热,按毛坯的尺寸与不同的加热规范,高频焊接机,可分为以下几种加热方式。
(1)周期式的感应加热。即在感应器里只放入一件毛坯进行加热,达到要求的加热温度后,即停止供电,将已加热的毛坯出炉,再放入一件冷的毛坯。
(2)循序式的感应加热。就是在感应器里同时放置几件毛坯,高频焊接机注意事项,在感应加热过程中,这些毛坯按一定的时间节拍从感应器一端推向另一端,即从进料端每加入一件冷毛坯,出料端则出一件已达到加热温度的热毛坯。当冷毛坯送进时,感应器不断电。
(3)连续式的感应加热。就是长的毛坯连续不断地通过感应器,在等速前进过程中逐渐加热到所要求的温度,由出料端不断地出料,感应器不断电。
本文简单介绍了毛坯的感应加热方式,希望对你的工作有所帮助。如果您想了解具体的加热工艺,您可以多看看热处理方面的书籍,高频焊接机常见故障,相信会有很大的收获。

选用焊接变位机时应注意的事项具体如下:
1、根据焊接结构件的结构特点选择合适的焊接变位机。如装载机后车架、压路机机架可用双立柱单回转模式,装载机的前车架可选L型双回转式,装载机铲斗焊接变位机可设计成C型双回转式,挖掘机车架、大臂等可用双座式头尾双回转式,对于一些小总成焊接件可选取目前市场上已系列化生产的座式通用变位机。
2、选择开敞性好、容易操作、结构紧凑占地面积小的焊接变位机,工人操作高度应尽量低,安全可靠。工装设计要考虑工件装卡简单方便。
3、工程机械大型的焊接结构件变位机的焊接操作高度很高,工人可通过垫高的方式进行焊接。焊接登高梯的选取直接影响焊接变位机的使用,视高度情况可用小型固定式登高梯、三维或两维机械电控自动移动式焊接升降台。
4、应根据工件的质量、距和偏心距来选择适当吨位的变位机。
5、若焊件外廓尺寸很大,则要考虑工作台倾斜时,其倾斜角度是否满足焊件在施焊位置的要求,是否会发生焊件触及地面的情况,如有可能发生,除改选工作台离地面的间距更大的变位机外,也可用增加基础高度或设置低坑的方式来解决。工作台的倾斜速度一般是不能调节的,如在倾斜时要进行焊接操作,应对变位机提出特殊要求。
6、变位机的许用焊接电流,应大于焊接施焊工艺所要求的焊接电流。
7、要在变位机上焊接圆环形焊缝时,应根据工件直径与焊接速度计算出工作台的回转速度,该速度应在变位机的调节范围之内。另外,还要注意工作台的运转平稳性是否满足施焊的工艺要求。变位机仅用于工件的变位时,工作台的回转速度及倾斜速度应根据工件的几何尺寸及质量选择,高频焊接机哪家好,对大型、重型工件速度应慢些。
8、批量生产定型产品时,可选用具有程序控制功能的变位机。变位机只能使工件回转、倾斜,要使焊接过程自动化,还应考虑配用相应的焊接操作机。
9、变位机上若需要安装气动、电磁夹具以及水冷设施时,应向相应的厂家提出接气、接电、接水装置的要求。

高频感应焊接设备焊接H型钢和热轧H型钢有什么区别?
H型钢有热轧成型及焊接组合成型两种生产方式。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将边部和腰部焊接在一起。焊接H型钢有金属消耗大、生产的经济效益低、不易保证产品性能均匀等缺点。因此,H型钢生产以轧制方式为主。H型钢和普通工字钢在轧制上的主要区别是,后者可以在两辊孔型中轧制,前者需要在孔型中轧制。采用近终形连铸异型坯、通过四辊轧制工艺生产的热轧H型钢具有、、低耗、低成本等显著特点,在提高钢铁材料质量、提升使用经济效益方面具备巨大的优越性。

高频焊接机哪家好-高频焊接机-领诚电子(查看)由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司是河南 郑州 ,电热设备的企业,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在领诚电子*携全体员工热情欢迎各界人士垂询洽谈,共诚电子更加美好的未来。同时本公司还是从事工业机器人,自动焊接机器人,搬运机器人的厂家,欢迎来电咨询。