力高机械(图)-中型立钻价格-酒泉中型立钻







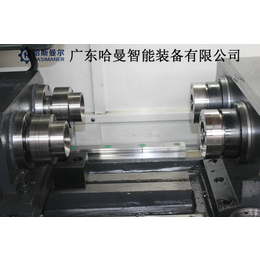
多轴钻床原理
机器启动后,中型立钻价格,夹紧油缸对工件进行夹紧,按下工作按扭,电器控制主电机工作,主电机经皮带轮带动齿轮箱,齿轮箱将传动力均匀分配到各个轴,每根轴经万向节将扭力传动到钻杆,再由钻杆带动钻头旋转。主电机工作的同时,电信号同时控制液压系统,酒泉中型立钻,使升降油缸向下运动,在钻头未到达工件时,油缸快速向下运动,以减少工作时间,当钻头即将和工作接触时,由行程调速阀控制升降油缸速度,以达到钻孔速度。钻孔速度可以根据工件进行无*调整,当钻孔达到所需深度后,机床行程开关给电信号控制液压系统使升降油缸向上运动,并停止主电个机旋转。上升到所需高度后经行程开关控制油缸停止。并给电信号让夹紧油缸松开。整工作完成 次数用完API KEY 超过次数限制
中型YZ40技术参数详情:工位:1-4位钻孔直径(MM):20-40主轴转速:192-240-292工作台尺寸:340*220mm莫氏锥度:MT4主轴电机(KW):4KW油泵电机(KW):0.75KW水泵冷却系统:120W直线立柱:50*2自动排削系统:有工作灯:有工件自动压料:有控制系统:普通/PLC

整体加工,是普通钻床的3-5倍
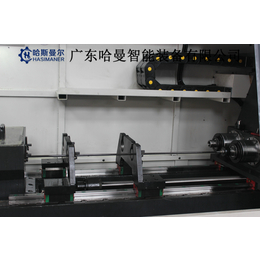
多工位液压钻床是普通钻床加工效率的3-5倍,内因在于:它有2-4工位可快速移动的液压进給系統;强大而稳定的主轴;快速装夹系统;智能的控制系统,都是液压钻床的硬实力所在。
相同时间内一台多工位液压钻床一个工人可以完成2-5台普通钻床4个工人的生产量,仅人工一项就可以为企业节省10-15万元。
加工零件改变时,一般只需要更改或調整工装具,节省生产准备时间。
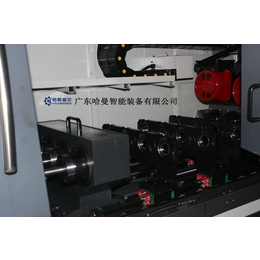
多工位液压机床可有效地减少零件的加工时间和辅助时间,液压钻床的主轴转速和进给量的范围大,中型立钻品牌,允许机床进行大切削量的*切削。
多工位液压钻床正进入高速加工时代,钻床移动部件的快速移动和定位及高速切削加工,*大地提高了生产效率。
力高机械(图)-中型立钻价格-酒泉中型立钻由台州市路桥区力高机械有限公司提供。力高机械(图)-中型立钻价格-酒泉中型立钻是台州市路桥区力高机械有限公司升级推出的,以上图片和信息仅供参考,如了解详情,请您拨打本页面或图片上的联系电话,业务联系人:李晓伟。