钟祥装球机-顶进装球机-火爆机器人(诚信商家)
面议
中国
来电请说明在第一枪看到,谢谢!






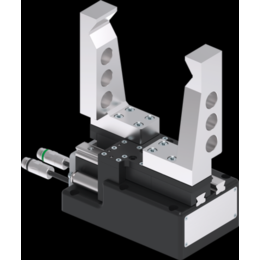
工作原理:首先,将保持架手工放置在保持架下安装模具15中并插套在圆柱体151上,然后通过下球装置或者是人工放料,将滚珠放置在保持架下案子模具15中,通过驱动电机12驱动,通过减速箱11带动转动盘13转动,汽车轮毂轴承装球机,当转动盘13转动时,压球支架21下方的接近开关50的感应头感应到对应的底部感应头161,替代人工装球机,所有接近开关50将感应信号输送给控制主机,控制主机就控制驱动电机12停止运行,然后,控制推动气缸40的推杆向上推动,使得推动杆14向上推动,使得保持架下安装模具15的圆柱体151向上推动,使保持架下安装模具15压靠在上压球模具22上,钟祥装球机,使得滚珠安装在保持架上,这样就完成安装,然后在推动气缸40的推杆回位,安装好的保持架通过手动取下即可,驱动电机12再次运行,以此后续的继续安装。
在轴承组装时,需要对轴承的保持器进行加球,由于不同的轴承保持器类型不同,加球时,钢球进入方向不同,如闭式保持器钢球需要从保持器外侧向内侧进球安装,开始保持器则需要从内侧上方进球安装,目前轮毂轴承保持器加球都是采用人工手动加球,由于每个轴承需要加多个球,工人加球时耗时费力,还容易出现漏加球,或者损伤钢球的情况出现,且加球速度慢,顶进装球机,导致轴承组装效率低,难以满足生产需要。

汽车轮毂轴承生产行业中,对保持架加入钢球工序过程,目前生产企业主要使用以下几种方法:1、靠手工挤压钢球,因钢球数量多,形成工作量大、生产效率低;2、使用简易的上、下模具,放入相应数量钢球后,通过手工挤压上、下模具压入钢球,劳动强度较大;3、使用全自动加球机,采用拾球装置将钢球排列在下模具上,再使用上模具压入钢球,全自动装球机,成本较高。

钟祥装球机-顶进装球机-火爆机器人(诚信商家)由湖北火爆机器人科技有限公司提供。行路致远,砥砺前行。湖北火爆机器人科技有限公司致力成为与您共赢、共生、共同前行的战略伙伴,与您一起飞跃,共同成功!
以上内容为钟祥装球机-顶进装球机-火爆机器人(诚信商家),本产品由湖北火爆机器人科技有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报