河北齿轮轴淬火设备供货商常用指南「在线咨询」







生产应用及推广
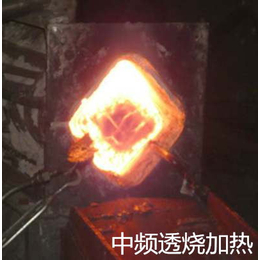
(1)轮毂轴管整体感应淬火的结果分析将整体感应淬火的轮毂轴管样品切样分析,结果淬火区域连续,圆柱面和圆角淬硬层比较均匀。同时在零件的淬火区域内用洛氏硬度计在不同部位上进行硬度检查, 其硬度比较均匀,硬度值为50~55HRC,能满足产品设计的技术要求。用以上的检验结果与分段工艺淬火结果进行对比分析,其硬度和淬硬层深优于多次分段淬火工艺,调试完成的工艺淬火层连续均匀,且采用了自回火技术,提高了产品的质量,降低了生产成本。因此,整体一次感应淬火完全可以替代于分段感应淬火技术;
(2)轮毂轴管整体一次感应淬火的小批量生产试制经过多方论证及试验对比分析,已经按计划分阶段完成了该零件的工艺试验,小批量试制以及大批量的生产,经过使用表明整体一次应淬火代替分段感应淬火这一工艺改进确实可行,零件生产的各项技术指标及经济指标均已达到和满足设计要求,从很大程度上已经显示出整体一次应淬火这一工艺的优越性和*性.

感应加热表面淬火在汽车末端齿轮上的应用
渗碳处理是目前汽车和拖拉机重载齿轮主要的热处理淬火方式。但是,经过这种处理后的零件加工性不高,因为厚度不大的齿冠会产生径向和端面变形。
对齿轮的每个齿进行感应加热后再进行冷却淬火的方式,齿轮的*性不亚于渗碳方式处理过的齿轮。
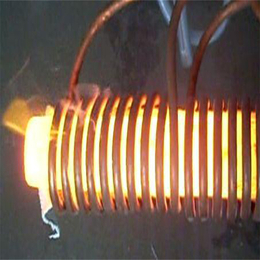
对于感应加热表面淬火复杂的过程是保证感应器与淬火表面之间的固定间隙。通过的定位控制,以确保感应器与齿轮淬火面的间隙保持在一定的误差范围内。为了使沿齿面轮廓的淬火层达到均匀的厚度,在淬火时待加工表面相对于感应器的移动速度要平稳地由齿顶处的值变化至值。利用运动的感应器从一个齿顶经齿窝到达下一个相邻的齿顶,使工作面很窄小的区域被加热和冷却,这种对齿 面持续不断淬火的方法有重大的工艺优越性。
了解各种类型齿轮的感应加热淬火的解决方案,齿轮轴淬火设备供货商,请联系我们有*的工程师为您定制优化的感应加热方案。点击了解更多齿轮、齿圈感应加热淬火设备产品。

大模数齿轮淬火用感应加热电源控制系统
与感应加热表面淬火相比,渗碳淬火虽可以使齿面达到很高的接触疲劳强度、高的*弯曲强度及良好的*性,但热处理周期长,淬火变形大,因此世界上工业化*在生产大模数重载齿轮轴逐渐开始采用感应加热电源淬火,其特点是加热速度快、几乎没有保温时间 (加热到温后立即淬火)。目前以数字信号处理器(DSP) 和复杂可编程逻辑器件 (CPLD) 为核心的感应加热电源,已经科技取代进口设备。
基于 DSP 的感应加热电源主要包括主电路与控制电路两部分,主电路包括整流和逆变两部分。主电路整流部分输入为380V/50 Hz 工频交流电压,经三相不控桥式整流后,转变为直流电压,轮流导通和关断逆变桥器件,在逆变器的输出端获得交变的方波电压,经高频逆变变压器耦合输出到谐振电容和感应线圈,通过串联谐振产生电流,在线圈中形*变磁场,对工件进行感应加热。
由于感应加热用IGBT器件工作频率在20至100kHz,可以满足大多数感应加热的工作需求。由DSP产生PWM脉冲信号。控制过程中融入恒流PID和数字锁相环运算、PWM 波形输出频率实时性和高分辨率移相 PWM 及死区时间控制,计算时间短,计算量大,要求系统有较高的运算速度和精度;需要同时对多个电流、电压值进行采样分析,要求系统有较强的并行处理能力,能完成系统要求的数据存储、传输、显示等功能。

河北齿轮轴淬火设备供货商常用指南「在线咨询」由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司位于河南省郑州市高新区玉兰街16号。在市场经济的浪潮中拼博和发展,目前领诚电子在电热设备中享有良好的声誉。领诚电子取得商盟认证,我们的服务和管理水平也达到了一个新的高度。领诚电子全体员工愿与各界有识之士共同发展,共创美好未来。同时本公司还是从事开式冷却塔,闭式冷却塔,双循环冷却塔的厂家,欢迎来电咨询。