武汉激光切割加工-鑫源广聚不锈钢板材





激光加工技术主要有以下*的优点:
①使用激光加工,生产,质量可靠,经济效益。
②可以通过透明介质对密闭容器内的工件进行各种加工;在恶劣环境或其他人难以接近的地方,可用机器人进行激光加工。
③激光加工过程中无"刀具"磨损,无"切削力"作用于工件。
④可以对多种金属、非金属加工,特别是可以加工高硬度、高脆性及高熔点的材料。
⑤激光束易于导向、聚焦实现作各方向变换,*易与数控系统配合、对复杂工件进行加工,因此它是一种*为灵活的加工方法。
⑥无接触加工,对工件无直接冲击,因此无机械变形,并且高能量激光束的能量及其移动速度均可调,武汉激光切割加工,因此可以实现多种加工的目的。
⑦激光加工过程中,激光束能量密度高,加工速度快,并且是局部加工,对非激光照射部位没有或影响,因此,其热影响区小,工件热变形小,后续加工量小。
⑧激光束的发散角可lt;1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率激光器的连续输出功率又可达千瓦至10kW量级,因而激光既适于精密微细加工,又适于大型材料加工。

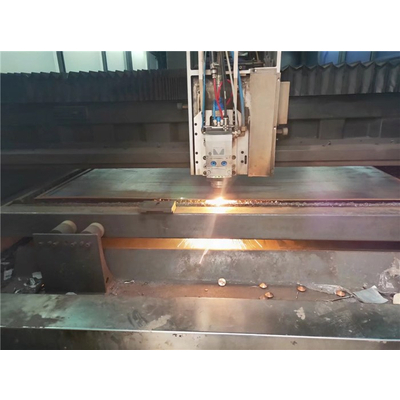
不锈钢激光切割是使用激光照射不锈钢材料,使材料表面的温度急剧上升蒸发汽化,形成切割空洞或者路径。相比于传统的切割方式,激光切割具有非常多的优点。
1.切割使用的激光束非常细小,切割的速度非常迅速,并且被切割的边缘表面光滑,使用激光切割的零部件几乎不需要再进行加工处理就能够直接使用。
2.激光切割的热影响宽度非常小,对被切割部位的材料性能没有任何的改变。
3.切割的精度比传统的切割方式要高很多,而且能够快速的切割出各种不同的几何形状。
4.通常会有多个控制工作台集成在一个切割机上,整个切割工作都能够通过数控的方式完成,所以通过改变控制程序就能够满足各种不同要求的切割工作。
5.进行激光切割的时候,板材不需要使用固定夹具,操作更加简单方便。
6.使用的激光功率大约为1200W,以厚度为2毫米的低碳钢材料为例,切割速度能够达到600厘米/分钟,效率非常高。
7.传统的切割方式,是刀具直接与材料接触,而激光切割与材料不需要任何接触,噪音小,*。
不锈钢激光切割的设备成本较高,如果有需要,可以请具有相关业务的公司代工。

湖北鑫源广聚不锈钢工程有限公司,是一家设计、加工、制造生产*公司,各种系列的装饰装潢不锈钢制品工程材料,以及各种不锈钢板材,的产品加工制造生产,安装一体化的室内外*施工不锈钢金属制品装饰工程有限公司。

熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。具体描述如下:
(1)材料表面在激光束的照射下很快被加热到燃点温度,随之与氧气发生激烈的燃烧反应,放出大量热量。在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。
(2)燃烧物质转移成熔渣控制氧和金属的燃烧速度,同时氧气扩散通过熔渣到达点火前沿的快慢也对燃烧速度有很大的影响。氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。当然,氧气流速不是越高越好,因为流速过快会导致切缝出口处反应产物即金属氧化物的快速冷却,这对切割质量也是不利的。
(3)显然,氧化熔化切割过程存在着两个热源,即激光照射能和氧与金属化学反应产生的热能。据估计,切割钢时,氧化反应放出的热量要占到切割所需全部能量的60%左右。很明显,与惰性气体比较,使用氧作辅助气体可获得较高的切割速度。
(4)在拥有两个热源的氧化熔化切割过程中,如果氧的燃烧速度高于激光束的移动速度,割缝显得宽而粗糙。如果激光束移动的速度比氧的燃烧速度快,则所得切缝狭而光滑。
武汉激光切割加工-鑫源广聚不锈钢板材由湖北鑫源广聚不锈钢工程有限公司提供。“不锈钢加工”就选湖北鑫源广聚不锈钢工程有限公司(www.xygjbxg*),公司位于:武汉市东西湖区新城十二路吉人不锈钢市场13栋18-23号,多年来,鑫源广聚不锈钢坚持为客户提供好的服务,联系人:刘经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。鑫源广聚不锈钢期待成为您的长期合作伙伴!






