数控机床-匡锦机床维修服务中心-台中数控机床维修






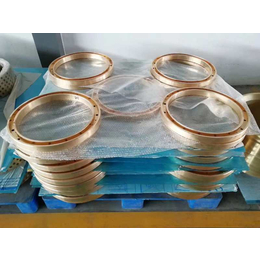
引起仪表车床主轴轴承发热的原因有哪些?仪表车床广泛用于电器、紧固件、汽车、摩托车配件、仪器仪表、五金电器、文教用品、影视器材、机电产品、水暖管件、阀门、轴承套圈、轴类等小零件、眼镜制造等小型工件的生产加工,永进数控机床维修,是五金机械加工行业的设备。不过有时候也会发生各种故障,比如主轴轴承发热的状况出现该如何应对?(1)主轴长时间运转而发热解决方法:调整轴承间隙,适当降低主轴转速(不得超过该型号机床设计转速),轴承上高速油脂。(2)主轴轴承间隙过紧而发热解决方法:参照第四节调整主轴的轴承间隙。(3)主轴轴承生锈磨损而发热原因:长时间疲劳使用或在潮湿环境下都可能使主轴个部分磨损或生锈;存放时间过长不使用也会引起轴承生锈。解决方法:清洗轴承调整油脂或更换轴承。

数控机床维修plc的软件结构
数控机床维修plc的软件结构与plc自诊断数控机床维修plc自诊断,数控机床,指由“诊断软键”开启诊断功能,按照自诊断程序,plc硬件装置来实施对所有存储器内容的总和检查、对关键硬件接口特定标志位的循环检测。对于自诊断结果,plc有三种输出方式:①plc软件报式——在crt上显示plc报警文本。②在crt可调出诊断画面,显示实时状态参数表——?特定标志位的实时逻辑状态。③输出强电控制指令——硬件报警、中止数控机床动作,使设备处于“等待”状态。输出的plc软件报警,是由plc装置的软件与硬件共同控制工作的结果。因此,plc软件与硬件的可靠才能保证正常可靠的报警输出。数控机床维修plc的控制,是依靠可设定的数控机床参数与用户程序的编制来进行的。数控机床参数与用户程序的正确性,是控制的软件保证。数控机床调试阶段,包括了用户程序的调试。所以,在调试阶段出现的控制类故障,应该先软后硬检查参数与用户程序的正确性。(关于参数引起的控制类故障,详见3.7节。编程错误造成的故障与排除。的plc故障—人为性成因。数控机床维修在各类程序中断的故障中,无论是否有plc报警显示,都可以应用“诊断软键”在显示器上调出相关控制件的实时状态参数表(诊断画面),台中数控机床维修,显示它们特定标志位的逻辑状态,用plc程序法进行故障*。plc程序法,就是应用了plc用户程序所采用的数控机床电气控制逻辑关系,进行状态对比来判出故障点的(例3.3.1的数控机床不动作无报警故障)。所以,plc装置的诊断方法,也是依据了它的软件结构特点。

数控机床大修时主轴定向如何调整数控机床大修时主轴定向是重要的部分,接下来就讲一下主轴定向如何调整。1、主轴定向是当主轴找到其原始位置时,数控机床大修为了进行工具更换,通常需要定向以正确地对齐工具。2、定向可能由于多种原因而失去位置。撞车,传感器,法那科FANUC数控机床维修,导致撞车的轴未对准是常见的。通常使用电路板上或驱动器上的参数或电位计来设置方向。3、在调整方向对齐之前,在换刀位置上的轴对齐必须正确。通常将方向设置为与轴平行。在全速运行换刀之前,请确保检查慢速旋转的换刀臂对准。4、调整主轴方向,只需更改参数,通常只需按下复位键,然后重新定向主轴,然后检查与换刀臂的对准情况即可。转动电动机背面的风扇,或者有时使用六角扳手或平扳手,手动移动换刀臂。根据机器的不同,如果它是由伺服电机驱动的,则有时可以通过手轮旋转。