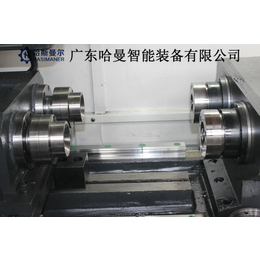
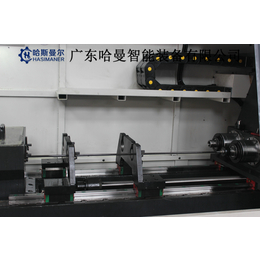
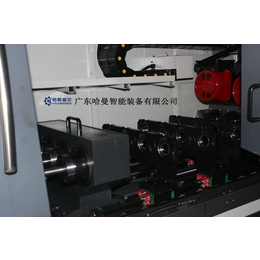
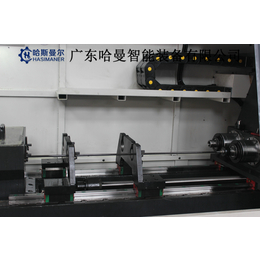
贵港液压排钻-力高液压钻床-液压排钻设备







常用的钻夹头主要有扳手式钻夹头和自紧式钻夹头两类.扳手式钻夹头的零部件多采用机床大批量生产,因此价格较低廉,但因自身结构的限制,扳手式钻夹头精度不高,主要用于台式钻床、小型摇臂钻床、电动工具等对夹持精度要求不高的场合,液压排钻特点,此外钻头的装卸需用扳手松紧,操作较繁锁.在加工中心、精度钻床等对钻孔精度要求较高的场合,一般需要采用自紧式钻夹头
麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽为常见。麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。钻头材料一般为高速工具钢或硬质合金。

数控系统和功用部件的*化配套体系不完善,液压排钻设备,仍依靠进口。对液压摇臂钻床功用和功用起决定作用的中高数控系统、精细大功率电主轴等要害功用部件,具有自主知识产权的领核心技能仍有待开展,液压排钻型号,因此未能构成完好的技能链和产业链,*化分工不明确,尚难满足高液压摇臂钻床的使用需要,至今大部分仍然靠国外进口。
制作进程和使用进程中的资本消耗大,液压摇臂钻床综合利用率较低。液压摇臂钻床的制作进程,是一个将原材料经过动力和资本的消耗转化为商品的进程。因为液压摇臂钻床职业制作设备相对落后、技能不行领以及管理水平不高,使零件加工精度低、工时长、不合格品和废品率高;制作进程中功耗较大,整个生产进程资本利用率低,致使制作本钱居高不下。 次数用完API KEY 超过次数限制

切削油的对加工精度的影响
*切削油是数控切削工艺必须采用的一种介质,在加工过程中主要起到润滑、冷却、清洗等作用。由于高速切削对于刀具、设备及工艺的不断提升,新型切削油通常采用硫化*压*磨添加剂作为其核心成分,可以在超高速切削工艺中有效的保护刀具,提高工艺精度。
(1)*的切削油含有硫化*压*磨添加剂成分,可以有效的保护刀具,提高工艺精度。
(2)*的切削油与菜籽油、机械油、再生油相比,贵港液压排钻,具有良好的稳定性,不会对设备、*、环境产生危害。
(3)*的切削油在粘度、闪点、倾点、导热性能等方面均通过严格的测试,以满足各种切削工艺需求。
贵港液压排钻-力高液压钻床-液压排钻设备由台州市路桥区力高机械有限公司提供。台州市路桥区力高机械有限公司为客户提供“液压钻床,自动转盘冲床,钻攻一体机”等业务,公司拥有“力高”等品牌,专注于钻床等行业。欢迎来电垂询,联系人:李晓伟。