常用焊接工装夹具-张家口焊接工装夹具-英盛华自动化科技





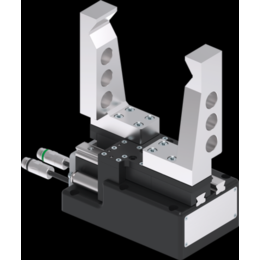
本发明的目的在于提供一种焊接工装夹具,常用焊接工装夹具,包括夹具底板、设于所述夹具底板上的*装置及夹紧装置,所述夹具底板为板状的框架结构,所述*装置为多个*柱,所述夹紧装置的固定端依次通过垫高块和*块与夹具底板连接,所述夹紧装置包括多个压钳及多个推钳,所述压钳沿所述夹具底板的四周间隔设置,所述压钳的压紧端朝向*柱设置;多个所述推钳有两个设于夹具底板左右两侧其夹紧端朝向夹具底板内侧设置,有四个设于夹具底板左右两侧设置其夹紧方向为朝向外侧设置,有两个设于在夹具底板一侧其夹紧方向朝向外侧设置。
优选的,所述推钳临近压钳设置。
优选的,焊接工装夹具找哪家,还包括设置于夹具底板左右两侧临近压钳设置的脱模装置。
优选的,所述脱模装置为气缸,其伸缩杆向上设置。
优选的,所述*柱为长方体结构,张家口焊接工装夹具,其上部为L型、U型、R型或强磁吸附方形结构中任意一种或组合。
优选的,所述压钳包括固定端及压杆组件,所述压杆组件包括相互铰接的杠杆和夹持端,所述夹持端与固定端铰接,所述杠杆远离夹持端设有手柄。
优选的,车架 焊接工装夹具,所述压钳还包括在夹持端设置的竖直向下的螺杆,所述螺杆的末端为橡胶块。
优选的,所述推钳包括固定端、设于固定端的底座、贯通所述底座一端的推杆、与底座另一端铰接且与推杆连接并可带动推杆沿底座横向运动的手杆。
与相关技术相比,本发明提供的焊接工装夹具采用压钳可实现对工件向下位置的快速夹紧,采用推钳实现对工件侧面的快速推夹,且压钳和推钳发散式分布,可实现工件不同位置的有效夹紧,使得焊接工作时稳固性好,同时,焊接完成后,压钳和推钳与工件夹持点上的夹持力可有效防止工件变形而发生回缩,提高焊接效率,增加成品率。

1.夹具设计的基本要求
(1)工装夹具应具备足够的强度和刚度
(2)夹紧的可靠性
(3)焊接操作的灵活性
(4)便于焊件的装卸
(5)良好的工艺性
2.工装夹具设计的基本方法与步骤
(1)设计前的准备
夹具设计的原始资料包括以下内容:
1)夹具设计任务单;
2)工件图样及技术条件;
3)工件的装配工艺规程;
4)夹具设计的技术条件;
5)夹具的标准化和规格化资料,包括*标准、工厂标准和规格化结构图册等。
(2)设计的步骤
1)确定夹具结构方案
2)绘制夹具工作总图阶段
3)绘制装配焊接夹具零件图阶段
4)编写装配焊接夹具设计说明书
5)必要时,还需要编写装配焊接夹具使用说明书,包括机具的性能、使用注意事项等内容。
3.工装夹具制造的精度要求
4.夹具结构工艺性
(1)对夹具良好工艺性的基本要求
(2)合理选择装配基准
(3)结构的可调性

在具体进行设计时,由于焊接机械装备的特点,应处理好以下一些问题:
在焊接过程中,往往会有熔融金属的飞溅,这些金属小颗粒若落在装备的*和安装基面上,就会影响焊件的装配精度;落在装备的传动机构上,就会加速传动零件的磨损;若飞溅积累过多,还会导致传动机构的失效。另外,焊接机械装备如果密闭性不好,焊件铁锈等脏物以及焊剂、焊渣也容易进人装备内部而引起机件的磨损。因此设计焊接机械装备时,应使整个设备具有较好的密闭性,特别是*基面、滑道、传动机构等应有可靠的防护。一些*和安装基面无法密封时,应布置在飞溅区之外或者在施焊部位采取遮挡措施。
常用焊接工装夹具-张家口焊接工装夹具-英盛华自动化科技由昆山英盛华自动化科技有限公司提供。常用焊接工装夹具-张家口焊接工装夹具-英盛华自动化科技是昆山英盛华自动化科技有限公司(www.ksysh*)升级推出的,以上图片和信息仅供参考,如了解详情,请您拨打本页面或图片上的联系电话,业务联系人:林富雄。