圆弧导轨用途-通州区圆弧导轨-无锡锐凌自动化
三:多个工位如何同步?
实现多个工位的同步运动,方便节拍式生产方式:请参考文章:环形流水线如何实现工位间的同步
四:如何实现准停?
通过传动系统,实现较准确的初次*:请参考文章:滚轮导轨式自动化环形装配线-传动系统设计要点;然后通过辅助锁紧装置,通州区圆弧导轨,实现二次精*
五:生产节拍可以优化到什么程度?
环形导轨可高速运行,这大大缩短了生产节拍,
六:装配是否很复杂困难?
对中国市场来说,环形导轨是一种比较新的产品和应用,很多工程师,对装配会有些顾虑;实际上,用环形导轨来装配环形装配线,是比较简易的,圆弧导轨用途,请参考如下说明:
我们提供核心部件,简化装配流程:同步带传动的环形自动装配线-核心机械部件

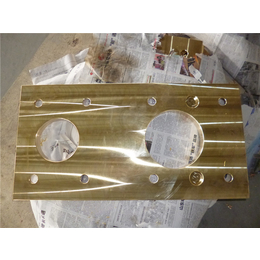
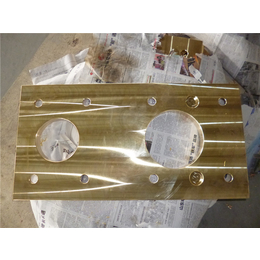
滚轮圆弧导轨为精密类导轨产品,为了保证加工精度,所有的表面都经过精密磨削加工:
圆弧导轨的工作精度指标-圆跳动,可分为径向圆跳动和端面圆跳动:
1. 径向圆跳动:公差带是在垂直于基准轴线的任一测量平面内,且圆心在基准轴线上的两个同心圆之间的区域:
三个重要的影响因素为:
圆弧导轨安装面B/C的加工精度:
圆弧台阶基准加工精度:
滚轮V型槽直径尺寸精度:
2. 端面圆跳动:公差带是在与基准轴线同轴的任一半径位置的测量圆柱面上,沿母线方向的两平行圆之间的区域:
三个重要的影响因素为:
圆弧导轨尺寸精度I:
水平面基准加工精度:
滚轮安装高度B1尺寸精度:
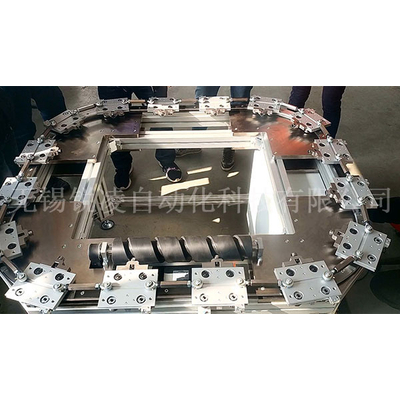
绊闩组合件
绊闩组合件,安装在滑座的一侧,圆弧导轨公司,和皮带穿行组合件,圆弧导轨原理,组成一套同步带/滑座柔性连接机构;绊闩的扣子在较大的外力的作用下可左右转动,所以滑座停车后进行二次*锁紧的时候,允许滑座沿着导轨的方向稍微左右移动;这样大幅降低了对电机停车的*精度要求,也降低了对多个滑座的安装间距的一致性要求,保证了二次精*时的/锁紧机构的完全到位/减小了滑座左/右移动对同步带的拉力。

圆弧导轨用途-通州区圆弧导轨-无锡锐凌自动化由无锡锐凌自动化科技有限公司提供。无锡锐凌自动化科技有限公司(www.rlatec*)在工业制品这一领域倾注了诸多的热忱和热情,无锡锐凌自动化一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:倪先生。