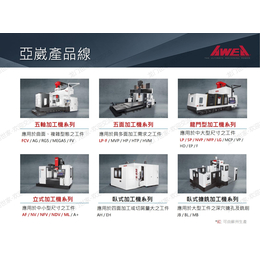
龙门镗铣头-景瑞镗铣头-镗铣头
附件铣头在多面体加工中的应用
这种设备对该主轴孔和凸轮轴孔的直线度误差以及孔与孔之间的相邻直线度误差有严格的精度要求。这二项精度完全依赖于机床的精度和机床的大脑数控系统,只有在机床精度高的条件下才能得以保证。
对数控龙门镗铣和数控落地镗来讲,单有*的大脑数控系统也不能完成零件的多面体加工,因为80%的工序是依靠机床附件铣头来执行,只有通过可更换的各种形状的附件铣头来对产品进行2端面、2侧面和顶面5个面的所有面和孔的加工。







铣头厂家浅析设计一个铣头需要做什么?
其它一些细节问题,都是标准件描述和固定方式的处理,每个人都有自己的设计理念和风格,只要能够满足万neng铣头的使用要求,对于一些共性的东西,方滑枕镗铣头,在结构和处理上有一些细微的差别是可以理解,并值得充分尊重的,因为设计本来就是一个很个人、很主观的事情。
同时也要分享一下,这几个主要零件使用的是什么材料。
通常来说,镗铣头,外壳之类的零件,我们选用的是HT300的灰口铸铁,也就是说这个铣头的三个外壳是需要铸造成型的,这是从铣头壳的外形结构和使用稳定性等的要求来决定的。
五面体加工中心的功能部件——自动分度功能的铣头
自动分度机构包括设置于铣头座 1 上的油缸、固定安装于垂直传动轴 8 上的固定齿轮 95、固定安装于回转套 2 上可与固定齿轮 95 相啮合的活动齿轮 94、固定安装于铣头座1 上的固定齿盘 91、固定安装于油缸活塞体 93 上可与固定齿盘 91 相啮合的活动齿盘 92,油缸的活塞体 93 与回转套 2 固定连接并可驱动回转套 2 沿垂直方向在回转位置和固*置之间移动,油缸中设置有弹簧 96 用于使活塞体 93 快速下降,当需要调整主轴 6 角度时,油缸的活塞体 93 向下移动,使回转套 2 向下移动至回转位置,这时固定齿轮 95 与活动齿轮94 相啮合、固定齿盘 91 与活动齿盘 92 分离,垂直传动轴 8 缓慢旋转驱动回转套 2 转动,龙门镗铣头,当达到目标位置时,油缸的活塞体 93 向上移动,使回转套 2 向上移动至固*置,这时固定齿轮 95 与活动齿轮 94 分离、固定齿盘 91 与活动齿盘 92 相啮合,回转套 2 固定,完成回转动作。
自动装卸刀机构,包括活动设置于主轴 6 中的内顶杆 72、设置于内顶杆 72 前端的拉爪 71、套设于内顶杆 72 上的蝶形弹簧 73、连接驱动内顶杆 72 沿主轴 6 轴向移动及碟形弹簧 73 收缩的油缸 74,在换刀时,油缸 74 驱动内顶杆 72 向前移动且碟形弹簧 73 压缩,这时拉爪 71 松开,数控镗铣头,取下旧刀,然后将新铣刀的刀柄 7 放入拉爪 71 中,在油缸 74 及碟形弹簧 73的弹力作用下,内顶杆 72 向后移动,拉爪 71 夹紧铣刀的刀柄 7,完成换刀动作。
龙门镗铣头-景瑞镗铣头-镗铣头由高密市景瑞机械制造有限公司提供。“镗铣头,动力头,铣削动力头,蜗母条,角度头”就选高密市景瑞机械制造有限公司(www.gmfeihong*),公司位于:高密市夏庄镇党委西800米路北,多年来,景瑞机械坚持为客户提供好的服务,联系人:张经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。景瑞机械期待成为您的长期合作伙伴!