花键轴淬火机销售商市场前景如何









淬火钢采用超音频淬火设备进行回火热处理,产生硬度偏低缺陷怎么办?
一般淬火件为减少淬火内应力、降低脆性、保持高硬度、高*性和高的疲劳强度,往往采用超音频淬火设备进行回火热处理。在热处理过程中,受各方面因素的影响,淬火件可能出现硬度偏低的缺陷。今天呢,花键轴淬火机销售商,小编就告诉大家遇见此缺陷怎么办。
淬火钢产生硬度偏低缺陷的原因及对策如下:
1、回火温度过高,为此,采用超音频淬火设备回火时,应选择合适的回火温度,并进行充分回火。
2、亚共析钢的淬火温度偏低,为此,淬火时,我们应改进淬火工艺,提高淬火硬度。
3、淬火*中有较严重非马氏体*,对此,我们只有采取保护措施减少非马氏体*。
本文简单介绍了淬火钢产生硬度偏低缺陷的原因及*措施,希望对您的工作有所帮助。如果您想了解其他缺陷的解决措施,您可以看看热处理方面的书籍,相信会有很大的收获。

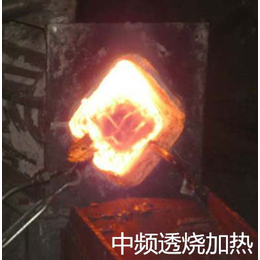
揭秘轴承零件采用中频淬火设备进行热处理的具体工艺
轴承零件在工作过程中要承受交变应力,因此,生产上要求轴承零件具有高的性能、高的*性以及良好的尺寸稳定性。为满足上述需要,很多厂家采用中频淬火设备进行热处理,效果良好。
轴承零件采用中频淬火设备进行加热热处理,加热温度为850℃。
套圈淬火冷却在特殊冷却装置上进行,以保证水以10-15m/s速度通过淬火零件的表面。水压为1.5-3MPa,其快速冷却时间以保证零件于150℃左右自回火。低温回火160-170℃。
空心滚子(直径φ32mm×52mm×φ12mm)表面淬火采用中频淬火设备进行,温度为930-960℃,时间15s,随后均温。内径表面温度650-750℃时使滚子内外表面形成奥氏体,然后用快速流动水冷却。
表面淬回火后技术要求:表面硬度为61-64HRC,中心硬度为31-43HRC;淬火层深度为2.0-3.5mm。表层的显微*为隐晶(或细晶马氏体),残留碳化物以及残留奥氏体组成,中心*为托氏体与索氏体的混合*。

高频淬火设备快速加热的原理是什么
好像现在随便在车间抓一个人,十个里面有九个都知道高频淬火设备,但是*知道高频设备加热原理的,我相信在这十个人里面有2、3就不错了。今天就来给大家讲讲这个高频设备快速加热的基本原理包括:快速加热的物理原理和快速加热时的金属学原理两部分。
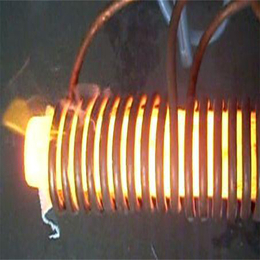
感应加热是金属快速加热的方法之一。它能够使用很高的能流密度,使工件迅速加热到热处理或者透热锻造温度。这种加热方法具有很高的热能利用率,在工业身缠中得到比较广泛地应用。
高频感应加热设备的基本电路由交流电源G、电容器C、感应线圈L和被加热的钢材M等部分组成。可以认为,它是一个由电感和电容组成的振荡电路,加热钢材所消耗的能量由交流电源进行补偿。

花键轴淬火机销售商市场前景如何由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司(www.lingchengdz*)有实力,信誉好,在河南 郑州 的电热设备等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进领诚电子和您携手步入*,共创美好未来!同时本公司(www.lchanjie*)还是从事高频焊接机,钻头焊接机,车刀焊接机的厂家,欢迎来电咨询。