


滚塑模具设计 模具定制 滚塑设备 滚塑机 订做
滚塑加工周期长吗?大概多长时间?
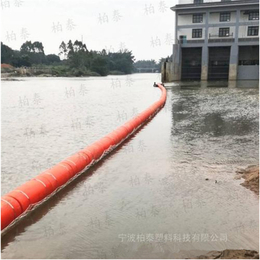
在滚塑加工成型过程中,先将塑料原料加入模具,然后模具沿两个垂直轴连续旋转并加热。在重力和热能的作用下,模具中的塑料原料被逐渐均匀地涂覆和熔化,并粘附在模具型腔的整个表面上。将产品成形成所需的形状,然后冷却成型。滚塑加工成型工艺对各种传统工艺具有很强的替代性,并具有开发成本低、适应市场变化能力强等自身的工艺优势。下面小编跟大家说一说滚塑加工周期大概多长时间。

滚塑加工周期:
在滚塑成型过程中,材料不会受到强烈的外力作用,塑料也不会在湍流状态下运动,只靠其与模具型腔表面的接触,以及通过模具和塑料的导热。逐渐附着到模具型腔表面的热量和模具型腔表面熔化所需的热量也需要通过熔融的塑料层的导热来传递,塑料的导热性一般都会比较差。因此,滚塑成型加热时间较长,通常需要10分钟以上,有时甚至半小时左右,所以整个滚塑成型周期较长。普通模具滚塑加工周期约为30天。
滚塑加工技术的优缺点
浏览: 416| 2020-04-07 18:48:23 | 分享:
滚塑加工技术是使用粉末或液体原料,而不是塑料工业中常用的颗粒状材料。原材料在模具中成型时,只受重力影响,没有附加外力,所以生产的产品理论上没有内应力,更适合长期使用。滚塑模具受力相对较小,对模具材料的要求也相对较低。滚塑模具可由两件或两件以上组成,形状、尺寸不受限制。产品壁厚一般均匀,可生产出壁厚厚的产品。聚乙烯的壁厚范围为0.5 mm~75 mm,1.5ml~25 mm。在加工过程中,模具沿两个垂直轴连续旋转。下面我们一起来看看滚塑加工技术的优缺点。
滚塑加工技术优点如下:
-
该模具具有成本低、开发时间短的优点。
-
对于由多个部件组成的系统,采用滚压成型工艺可以减少时间和工序。
-
滚压成型工艺不受尺寸限制。
-
可用于中空开口或封闭产品。
-
可生产多层产品(同种或不同材质)。
-
可轻松制作有花纹等装饰的产品。
-
您可以简单地设置嵌入式组件。
-
成品中没有焊缝等应力集中区域。
-
生产中无残料,无浪费。
-
产品的均匀壁厚和预期重量易于控制。
-
该产品没有内应力,所以更*。
滚塑加工技术缺点如下:
-
处理周期较长(一般在半小时以上);
-
可供选择的原材料种类有限。
-
原料需要特殊的工艺和添加剂,加工前需要研磨成粉,成本高;
-
有些形状很难加工。