永嘉圆弧导轨齿圈-无锡锐凌自动化(推荐商家)
面议
中国
来电请说明在第一枪看到,谢谢!
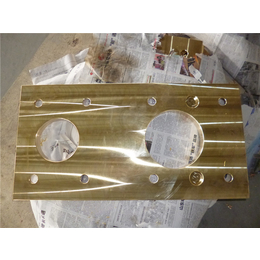
圆弧导轨加工精度.
滚轮圆弧导轨为一种精密圆周运动产品:
滚轮圆弧导轨的加工精度,一个很重要的精度指标就是V型面的V型尖和导轨地面之间的距离I;采用了精密的研磨加工工艺,高度I的尺寸容许误差为 /-0.025mm:
和滚轮圆弧导轨配合的滚轮可采用CHK精密滚轮,圆弧导轨齿圈特点,滚轮的安装高度B1,容许误差为0.02mm:
另:作为另外一种形式的圆弧导轨,滚珠圆弧导轨的安装高度M,其容许误差为 /0.02mm:

加工中心自动换刀机构(ATC)/环形导轨
环形导轨应用于加工中心的自动换刀机构(ATC)中,可以作为刀具的输送/*导轨;如下应用案例为立式加工中心,刀具环形输送线的长X宽是1.2米X0.5米,一共有24把刀具:刀具环形输送线的俯视图
滑座可实现准停,永嘉圆弧导轨齿圈,在环形导轨的直线导轨段上,执行刀具取下和装上的动作:

目前市场上还有另外一种环形线体:采用分度台驱动凸*,圆弧导轨齿圈公司,凸*和小车链上的凸轮啮合,拖动小车链:
此种传统线体,有如下几个缺点:
一:结构复杂
为了限制小车除了运动方向之外的两个方向的自由度,需要有左边,右边,圆弧导轨齿圈厂家,和下边三根导向导轨,结构复杂;凸轮有磨损的时候,更换和调整*其不方便:
二:规格少
小车间距,只有少数几个值,可供选择;风度台的分度规格限制了小车间距选择范围。
三:承载能力有限
一家厂商的选型资料中,建议的负载仅为2KG。
四:速度低
一家厂商的选型资料中,快的节拍为0.16秒走完80mm, 线速度仅为1m/s左右。

永嘉圆弧导轨齿圈-无锡锐凌自动化(推荐商家)由无锡锐凌自动化科技有限公司提供。行路致远,砥砺前行。无锡锐凌自动化科技有限公司(www.rlatec*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为工业制品具有一定影响力的企业,与您一起飞跃,共同成功!

以上内容为永嘉圆弧导轨齿圈-无锡锐凌自动化(推荐商家),本产品由无锡锐凌自动化科技有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报