广州电机转子轴激光*-广州泰格激光







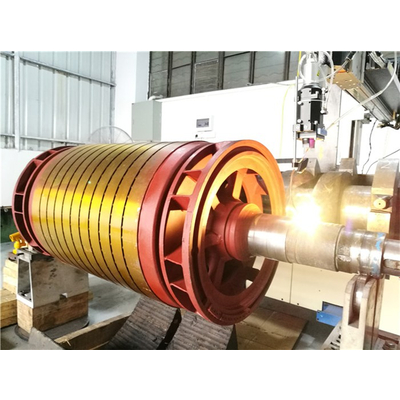
激光淬火加工——电机转子轴激光*
特别是在关键的是激光淬火前后左右产品工件的形变基本上能够忽视,因而非常合适高精密规定的零件金属表面处理。激光淬硬层的深层按照零件成份、规格与样子及其激光加工工艺主要参数的不一样,一般在0.3~2.b250m范畴中间。对大中型传动齿轮的轴颈、大中型轴类零件的电动机轴开展热处理,粗糙度基础不会改变,不用事后机械加工制造就可以考虑具体工作状况的要求。电机转子轴激光*
激光淬火加工——电机转子轴激光*
因为光线直射产品工件,归属于无触碰加温,也是过温保护热处理,因此此技术性是清洁的调质处理。生产加工软性好,可用范围广。能够运用灵便的光导系统软件随便将激光导向性解决位置,进而可便捷地解决深孔、内螺纹、埋孔和凹形槽等难生产加工地区和室内空间十分小的部分地区。沒有显著的机械设备相互作用力和*工具耗损,噪音小,环境污染小,*处理方法,劳动者标准好。加工工艺周期时间短,生产制造,低成本,全部加工工艺全过程能够选用电子计算机开展操纵,自动化技术水平高,可列入自动生产线,便于大批量生产。挑选激光淬火技术性,不但能得到 高精密硬底化层,还能降低对自然环境的环境污染,它是十分关键的,许多 基本淬火技术,对自然环境的环境污染還是较为大,噪声也较为大,就造成不可逆的不良影响。电机转子轴激光*
激光淬火加工——电机转子轴激光*
小车遮盖件磨具的表层情况立即危害到产品品质和使用期,在加工过程中,磨具表层承担着各种各样方式的繁杂地应力,包含磨擦、挤压成型等,再加工作中标准的*端,进而限定了磨具的应用品质和使用寿命。研究表明,造成 磨具的无效和疲惫多产生在磨具表层或从表层刚开始。以便提升磨具的使用期,传统式的方式 是对磨具表层开展调质处理和应用*原材料制成模具导柱安裝于磨具易损坏、毁坏的位置(如凹模圆弧、齿面位置等)。电机转子轴激光*
激光淬火加工——电机转子轴激光*
技术性特性:1.不用磨小规格,修补损坏位置;2.无形变,*不造成新的形变;3.稀释液率低,热危害区小,电机转子轴激光*找哪家,不更改常规材料的结构力学及调质处理情况;4.修补层与常规为冶金工业融合,融合牢固,*冲击、轻载,掉下来;5.,广州电机转子轴激光*,修补短工期,不是一般冷焊技术性相比;6.直徑方位修补规格达到5毫米,不造成裂痕;7.修补层表层强度可选,范畴20HRC-60HRC。电机转子轴激光*
激光淬火加工——电机转子轴激光*
在应用激光淬火加工系统软件机械设备生产商品时,务必提升操纵热处理全过程中的多种要素来确保激光器热处理工艺的可靠性。在*操纵激光器输出功率、扫描仪速率、光点规格等加工工艺要素的基本上,电机转子轴激光*哪里有,商品热处理前*技术人员可依据商品原材料传热系数、热扩散系数、溶点、改变临界压力及其商品热处理位置外观设计样子,将影响因素事先键入智能监测加工工艺全过程系统软件。电机转子轴激光*
激光淬火加工——电机转子轴激光*
激光器淬火技术,电机转子轴激光*找哪家好,是运用聚焦点后的粒子束迅速加温钢材原材料表层,使其产生改变,激光器表层淬火加工机企业,产生奥氏体淬硬层的全过程。激光器热处理的功率高,制冷速度更快,不用水或油等制冷物质,是清理、迅速的热处理工艺。与热处理淬火、火苗热处理、渗氮热处理工艺对比,激光器热处理淬硬层匀称,强度高(一般比热处理淬火高1-3HRC),钢件形变小,加温层深层和加温运动轨迹非常容易操纵,便于完成自动化技术。电机转子轴激光*
广州电机转子轴激光*-广州泰格激光由广州泰格激光技术有限公司提供。广州泰格激光技术有限公司(www.tigerlaser*)有实力,信誉好,在广东 广州 的机械加工等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进泰格激光技术和您携手步入*,共创美好未来!






